
簡介
V法鑄造和消失模鑄造與傳統砂鑄相比,具有以下優點:
其一,因其採用負壓澆注鑄件砂眼氣孔少、產品密實度高、表面光潔、輪廓清晰、尺寸準確;
其二,節能高效清潔生產。採用V法和消失模技術能使乾砂反覆利用,不用烘型,耗煤減少,但由於長期真空機作業,耗電量稍有增加,但極大的減少粉塵,節約人力資本,使得鑄造工作更加有效,節約勞動力和極大降低勞動強度,在澆注過程中有害氣體少,真正實現環保生產。
V法生產關鍵點在於選中真空抽氣系統,在選用真空抽氣系統的時候,首先要確定真空泵的容量,主要考慮以下因素:
1、需同時在真空下工作的砂箱的尺寸和數量;
2、同時澆注的鑄型的數量;
3、澆注的尺寸和形狀;
4、緊靠薄膜的鑄型表面的透氣性,它控制著通過塑膠薄膜上的裂口而進入鑄型的空氣量,因而在澆注時 ,有必要使用少量的鑄型塗料,它有助於為真空機提供一個“輔助密封層”。
鑄造工藝
1、製造帶有抽氣箱和抽氣孔型板;
2、將烘烤呈塑性狀態的塑膠薄膜覆蓋在型板上加熱,溫度一般在80℃-120℃之間、同時,真空泵抽氣使薄膜密貼 在型板上成型;
3、將帶有過濾抽氣管的砂箱放在已覆好塑膠薄膜的模板上;
4、向砂箱內充填沒有粘結劑與附加物粒度為100-200目的乾石英砂,借微震使砂緊實,刮平,放上密封薄 膜、打開閥門抽去型砂內空氣,使鑄型內外存在壓力差(約300~400mmHg)。由於壓力差的作用使鑄型成型 並具有較高的硬度,濕型硬度計讀數可達95左右;
5、解除模板內的真空,然後進行拔模。鑄型要繼續抽真空直到澆注的鑄件凝固為止。依上法制下型;
6、下芯、合箱、澆注;
7、待金屬凝固後,停止對鑄型抽氣,型內壓力接近大氣壓時,鑄型就自行潰散。
真空抽氣系統是由真空泵、穩壓罐、除塵罐及閥門連結管道所組成。真空泵的真空度及抽氣量的選擇為V 法造型成敗的關鍵。生產中一般最高真空度在-66500Pa(-500mmHg)左右即可。
穩壓罐是一個密封容器,其作用主要是穩定真空系統壓力,緩衝系統壓力對造型的影響,同時也起到過 濾粉塵的作用。
沙箱長時間的回用及澆注鐵水對沙箱過濾網的破壞極易造成破損,砂子被吸入真空泵內造成 損,最好在進入真空泵錢增加除塵器,連結除塵罐最後進入真空泵,以保證真空泵的使用壽命。
鑄造流程
 流程圖
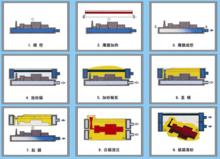
流程圖(1)模型把模樣放在一塊中空的型板上,模樣上開有大量的通氣孔,當真空作用時,這些孔有助於使塑膠薄膜緊貼在模樣上。(2)薄膜加熱
將拉伸率大、塑性變形率高的塑膠薄膜用加熱器加熱軟化。加熱溫度一般在80~120℃。
(3)薄膜成型
將軟化的薄膜覆蓋在模樣表層上,通過空氣孔,在200~400mmHg 的真空吸力下,使薄膜緊貼在模型表面。
(4)放砂箱
 V法鑄造設備
V法鑄造設備噴刷塗料並烘乾後(工藝上不需也可),將專用砂箱放在覆有薄膜的模型上。
(5)加砂振實
將填充效率較好、粒度為100~200目的乾砂加入砂箱內,然後進行微振,使砂緊實至較高的密度。
(6)蓋模
開澆口杯,刮平砂層表面,蓋上塑膠薄膜,以封閉砂箱。
(7)起模
砂箱抽真空藉助於蓋在砂箱表面的薄膜,在大氣壓力的作用下使鑄型硬化。起模時,釋放負壓箱真空,解除模板對薄膜的吸附力,而後頂箱起模,完成一個鑄型。
(8)合箱澆注
在合箱之前根據工藝需要可下芯及冷鐵,將上下箱合起來,形成一個有澆冒口和型腔的鑄型,在真空的狀態下澆注。
(9)脫箱落砂
經適當的冷卻時間以後取消真空恢復常壓狀態,使自由流動的砂子流出,存下一個沒有砂塊,無機械粘砂的清潔鑄件。砂子經冷卻後可再使用。
鑄造效果
鑄造行業誕生了一種新型的鑄造工藝——V法鑄造。V法鑄造即真空密封造型,原理是利用塑膠薄膜密封砂箱,採用真空泵抽出型內空氣,在鑄型內外形成壓力差,使乾砂緊實,以形成所需型腔。V法鑄造區別於傳統砂鑄最大的優點是不使用粘合劑,因而減輕了砂處理工作,而且造型和鑄件粘砂清理的勞動量也大大減少,舊砂回收率可達95%以上。
V法鑄造工藝生產出來的鑄件質量好、表面光潔、輪廓清晰、尺寸準確、硬度均勻,有效延長了鑄件的使用壽命,受到用戶讚譽,成為行業新寵。
