
操作方法
一般鑄鐵裝配平台的使用壽命很長,鑄鐵裝配平台只要採用正確的方法使用和保放,鑄鐵裝配平台工作面的精度可以保持使用2年以上,鑄鐵裝配平台精度降低時可以通過調試或刮研工藝恢裝配平板
裝配平板復,裝配鑄鐵平台本身的使用壽命可以達到50-100年,所以,延長裝配鑄鐵平台的壽命,保證工作質量要注意:
1、在使用鑄鐵裝配平台的過程中要注意不要在潮濕,有腐蝕、過高和過低的溫度環境下使用和存放。
2、裝配鑄鐵平台使用後應清洗乾淨,搞好防鏽工作。
製作方法
生產工藝
裝配平台的生產工藝流程基本是:
一、裝配平台毛坯:按技術要求製圖紙、按圖紙製作木型、配料、造型、烘乾、澆鑄、落沙、清理、檢驗毛坯的各部位;
二、裝配平台機械加工:外觀檢驗並劃線、在工具機上工件、加工、檢驗、回火;
三、裝配平台上工具機、按圖紙要求加工、送檢驗科檢驗;
四、裝配平台的外觀處理、噴漆、包裝、入庫
加工工藝
鑄鐵裝配平台 T型槽裝配平板是鑄鐵平板的一種,但是裝配平板一般不是平面的,平台的表面要有T型槽或者孔,一般的加工工藝如下:
1、先加工基準面
零件在加工過程中,作為定位基準的表面應首先加工出來,以便儘快為後續工序的加工提供精基準。稱為“基準先行”。
2、劃分加工階段
加工質量要求高的表面,都劃分加工階段,一般可分為粗加工、半精加工和精加工三個階段。主要是為了保證加工質量;有利於合理使用設備;便於安排熱處理工序;以及便於時發現毛坯缺陷等。
3、先孔後面
對於方箱體、支架和連桿等零件應先加工平面後加工孔。這樣就可以以平面定位加工孔,保證平面和孔的位置精度,而且對平面上的孔的加工帶來方便。
4、主要表面的光整加工(如珩磨、研磨、精磨等),應放在工藝路線最後階段進行,以免光整加工的表面,由於工序間的轉運和安裝而受到損傷。
規格
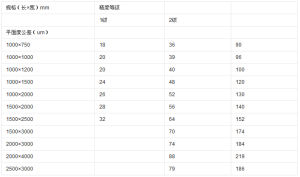 T型槽裝配平板規格表
T型槽裝配平板規格表 