簡介
一、CO2氣體保護焊特點CO2電弧焊一種高效率焊接方法,以CO2氣體作保護氣體,依靠焊絲與焊件之間的電弧來熔化金屬的氣體保護焊的方法稱CO2焊,這種焊接法都採用焊絲自動送絲,敷化金屬量大,生產效率高,質量穩定。
產品類別
一、CO2氣體保護焊控制板類別CO2氣體保護焊逆變式氣體保護焊控制板;可控矽式氣體保護焊控制板,抽頭式氣體保護焊控制板。
CO2氣體保護焊逆變式產品
1、NB-250
2、NB-250F
3、NB-350

4、NB-500
5、NB-630
CO2氣體保護焊可控矽、抽頭式產品
可控矽式
1、NB-350K

2、NB-500K
3、NB-600KH
抽頭式
1、NBC-300
2、NBC-500
產品原理
一、CO2氣體保護焊逆變式電路控制原理採用IGBT軟開關逆變技術上海濟光電子。工頻三相380V電源輸入整流、濾波後通過IGBT逆變為中頻交流,經中頻變壓器降壓、整流、濾波後輸出適合於焊接的直流電,然後接入送絲機、焊槍輸出。通過靈敏的反饋電路來控制焊機的動態回響速度;控制電路對整機進行閉環控制,使焊接電源具有良好的抗電網波動能力,焊接性能優異;通過逆變減小了焊機的體積和重量,提高焊接性能。
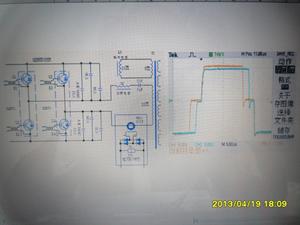
軟開關原理
軟開關在全橋逆變的基礎上設定超前臂、滯後臂,由吸收電路、諧振隔直電容、諧振電感、主變壓器、換向電感、檢流板、驅動電路構成軟開關電路,電路和驅動波形。
二、CO2氣體保護焊逆變式電路控制維修
逆變式CO2氣體保護焊上海濟光電子有限公司主控板維修
★濟光控制板調節W1使P7對地為8V(送絲機上電流給定調到最大位置)。
★濟光控制板調節W2使P8對地為8V(送絲機上電壓給定調到最大位置)。
★濟光控制板調節W3使CN3-4、5對CN3-6、7地為27V(按住點動開關)。
★濟光控制板W4消球參數,維修不需要調節。
★濟光控制板W5電壓反饋調節,維修不需要調節。
★濟光控制板調節W6使IC21-1對地為0V(焊槍閉合或開關處於“檢絲”狀態)。
★W7調節輸出電壓顯示(焊槍閉合或開關處於“檢絲”狀態)。
★濟光控制板W8調節預選電壓顯示(焊槍不閉合且開關處於“焊接”狀態)。
★濟光控制板W9調節預選電流顯示(焊槍不閉合且開關處於“焊接”狀態)。
★濟光控制板W10調節輸出電流顯示(焊槍閉合或開關處於“檢絲”狀態)。
★濟光控制板W11 L曲線調節,維修不具備條件,不需要調節。
逆變式CO2氣體保護焊驅動板維修
濟光碟機動板上功能正常具備條件:
①、控制板上的散熱器不能有明顯發燙等異常現象,而且所有插座接觸良好。
②、在斷開主電路只給控制電路通電前提下,焊槍閉合或開關處於“檢絲”狀態,主機板P3-7對P3-6應有4V-4.5V的電壓;
③、驅動波形正常。
三、 氣保焊可控矽式主控板設計
NB-350K
NB-500K
NB-600KH
濟光電子可控矽式主機板具用到積體電路控制;具有焊絲直徑選擇,實芯焊絲切換功能;具有簡易一元化功能,且有較強的網壓補償功能;有FTT、SOL自鎖收弧等多種功能;採用高電壓、慢送絲引弧方式;適用於雙飛星型電路。
四、氣保焊抽頭式主控板設計
抽頭式氣保焊系列上海濟光電子控制板NBC-2系列,具有電焊時間,間歇時間控制電路;送絲穩,制動及時。
