
介紹
齒輪是機器、儀器中使用廣泛的重要傳動件。齒輪種類很多,齒形形狀也各有不同,套用最廣泛的是漸開線齒輪。齒輪齒形加工常分為無屑加工(如冷擠、精鍛、軋制等)和有屑加工(銑齒、插齒、滾齒等)。有屑加工套用更廣泛,按其加工原理可分為成型法和展成法兩種。成型法是用刀具輪廓與被切齒輪齒槽輪廓相同或相近直接切出齒形的方法,銑齒、刨齒、拉齒屬於此種方法。展成法是利用齒輪刀具與被切齒輪的嚙合運動而切出齒形的方法,滾齒、插齒、剃齒等屬於展成法加工。
銑齒
銑齒加工一般是在普通銑床由分度頭分度,採用與齒輪齒槽形狀相同的成型盤狀銑刀和指狀銑刀,直接切削出齒輪齒型的方法,屬於成型法。加工模數大於8的齒輪用指狀銑刀,加工模數小於8的齒輪用盤狀銑刀。銑削時,銑刀裝在銑床主軸的刀桿上做旋轉運動。工件用分度頭頂尖(或卡盤)和尾架頂尖裝卡,一起固定在銑床工作檯上上,工作檯帶動工件及分度頭作直線運動。每當銑完一個齒槽後,藉助分度頭將工件轉過一個齒並重新銑削另一個齒槽,這樣依次銑完所有的齒槽,如下圖所示
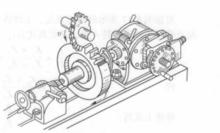 銑齒加工
銑齒加工銑齒的工藝特點:
1、用普通銑床加工,設備簡單,刀具成本低。
2、每叨一個齒槽都要重複一次切入、退刀和分度,因此輔助時間長,生產效率較低。
3、銑切齒輪的精度低,最高為9級精度,齒面粗糙度Ra=6.3~3.2μm。
用銑刀銑切齒輪時,銑刀的齒形與被加個齒輪的齒槽形狀相同,但齒輪的齒形與模數、壓力角和街數有關,為了能準確地銑切模數和壓力角相同而齒數不同的齒輪,就要求每一種齒數的齒輪要對應有一把銑刀,這顯然是不經濟的。因此,在實際工作中,通常把棚同模數和壓力角的齒輪按其齒數(由12到135以上)分成8組(更精確地分成15組)每一組只用一把銑刀來加工就可以了。
插齒
下圖為插齒加工原理圖。它是利用一對軸線相互平行的圓柱齒輪的嚙合原理進行加工的。
 插齒加工原理圖
插齒加工原理圖插齒刀的外形像一個齒輪,在每一個齒上磨出前角和后角以形成刀刃,切削時刀具做上下往復運動,從工件上切除切屑。為了保證切出漸開線形狀的齒形,在刀具上下做往復運動的同時,尚要強制地使刀具和被加工齒輪之間保持著一對漸開線齒輪的嚙合傳動關係。插齒加工精度一般為8~7級,表面粗糙度Ra為1.6μm。
插齒加工是在插齒機上進行的,插削圓柱直齒輪時,插齒機必須有以下幾個運動:
1、切削運動。即主運動,它由插齒刀的往復運動來實現。通過改變工具機上不同齒輪的搭配可獲得不同的切削速度。
2、周向進給運動。又稱圓周進給運動,它控制插齒刀轉動的速度。
3、分齒運動。是完成漸開線嚙合原理的展成運動,應保證工件轉過一齒時刀具亦相應轉過一個齒,以使插齒刀的刀刃包絡成齒形的輪廓。
4、徑向進給運動。插齒時,插齒刀不能一開始就切至齒輪全深,需要逐步切人,故在分齒運動的同時,插齒刀需沿工件的半徑方向作進給運動,徑向進給由專用凸輪來控制。
5、讓刀運動。為了避免插齒刀在回程中與工件的齒面發生摩擦,由工作檯帶動工件做退讓運動,當插齒刀工做行程開始前,工件又做恢復原位的運動。
校正技術
齒輪齒形畸變的校正技術
1、齒輪齒部校正方法
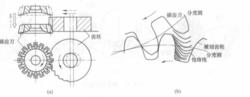
通過離硬度標準偶(件齒輪)可以校正熱處理後產生畸變的齒輪齒部,提高其精度。當然需校正齒部的硬度不能太高,適合於調質、正火硬度等齒輪,螺旋齒輪齒部和直齒齒輪軸齒部的校正方式分別如圖中a和圖中b所示。
 齒輪齒部校正方法
齒輪齒部校正方法2、硬齒面的切削加工校正方法
為了校正齒輪淬火後的畸變,改進齒輪嚙合精度,目前多採用研磨齒面或磨削齒面修正方法。但研磨齒面對修正齒形作用甚微,尤其在齒輪畸變較大情況下,但對改善齒面表面質量有利;而磨削斷面則因磨齒效率較低,無法解決較大批量生產的齒輪的畸變問題。對此,在某些情況下,可採用硬齒面切削加工方法。
