
介紹
陶瓷化矽橡膠具有極佳的防火、阻燃、低煙、無毒等特性,擠出成型工藝簡單,其燃燒後殘餘物為堅硬的陶瓷化殼體,硬殼在火災環境中不熔且不滴落,可通過GB/T19216.21-2003中規定在950℃-1000℃溫度下,受火90min,冷卻15min線路完整性實驗,適用於任何需要防火的場所,在保證火災情況下電力傳輸通暢中起到了堅固的保護作。
陶瓷化矽橡膠產品對設備無特殊要求,加工工藝簡單,採用傳統矽橡膠加工設備即可實現生產,比目前耐火電線電纜生產工藝,有更高的生產效率,可以降低生產能耗節約成本。
加工工藝:
1.加工工藝同普通矽橡膠:加硫→擠出→硫化,本材料也可以採用輻照硫化方式進行;
2.硫化劑:雙-二四,添加量為混煉膠的1%-2%;
3.硫化劑加入前陶瓷化矽橡膠需要在雙輥開煉機上翻煉至柔軟消除結構化效應,加入雙二四後均勻翻煉出片即可作為擠出使用;
4.硫化溫度150-300℃,根據生產設備、擠出速度、線纜規格具體調整。
功能配置
 陶瓷化矽橡膠
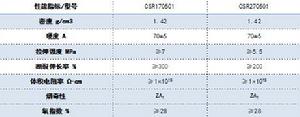
陶瓷化矽橡膠物性參數
套用說明
加硫
硫化劑:雙-二,四,建議用進口硫化劑;
硫化劑用量:混煉膠的1%;
加硫設備:開煉機(開煉機輥筒間距10mm左右);
加硫操作:由於矽橡膠的結構化效應,加硫前需將混煉膠在開機上翻煉,待膠料包輥後,再往膠料上逐次添加硫化劑雙二.四;最後打三角包或打卷(各5次),硫化劑混合均勻後即可下片。
註:1.加硫時,開煉機一定要通冷卻水,輥溫不能高於50℃。
2.切不可過煉,否則容易粘輥,造成下片困難;
3.未加硫化劑的膠料,陰涼處存放時間1-2年;
4.加過硫化劑的膠料,陰涼處存放時間:夏季7-30天,冬季不超過60天; 5.存放時間過長的膠料容易結構化變硬,這是矽橡膠的特性之一,並非質量問題,放到開煉機上返煉一下煉至包輥即可下片繼續使用。
擠出
擠出設備:矽橡膠電線電纜擠出機;建議選擇合適擠出壓力的擠出機;根據所擠出電線電纜規格選擇合適的模具,安裝調試好模具;建議擠出模具口模定徑段為普通橡膠擠出機定徑段的1/2左右,同時芯棒和口模需進行鏡面拋光。
硫化
硫化設備:熱空氣硫化爐或溫水硫化
溫水硫化,建議水溫在95℃以上的溫水槽,水槽長度在12m以上;
熱空氣硫化爐,建議硫化爐在12段以上,硫化溫度160℃~230℃ ,具體設定需根據擠出速度及線纜規格來定。建議溫度逐漸升高。
