
開料機
 機械式開料機
機械式開料機開料機的英文名稱為Cutter Maching,意思是切割機。是一種在工業生產中用來沖裁各種柔性物料的加工機器。
這種機器根據各地的習慣匹配了很多不同的稱呼。在國外,人們稱其為切割機;在台灣,人們根據其英文的譯音同漢語意思的巧合稱為開料機;在香港,人們根據其功能而稱其為啤機;在大陸,人們又根據其用途稱為下料機。
在中國沿海地區,對這種產品另外還有些相應的稱呼。如廣東人稱其為裁床,福建人稱其為沖床,溫州人稱其為落料機,上海人稱其為裁料機,還有些地方稱其為開料機,沖裁機,鞋機等等。所有這些稱呼就自然形成了開料機的關鍵字。其實,現在大多數人還是習慣稱其為開料機。
目前在中國市場上有各種型號由國內外不同廠家生產的開料機,現根據其產品性能,我們建議您從以下幾個方面進行對比選擇:
分類
根據它們的傳動方式、結構和用途分類如下:
 油壓四柱開料機
油壓四柱開料機1、按照傳動形式分:
A、機械傳動開料機:是比較老型的機器。
B、液壓傳動開料機:是現代比較通用的開料機。
C、全自動滾壓式開料機:用三文治的方法進行加工整張皮料或者紡織品等。
D、電腦控制水束開料機:是現代比較先進的開料機,無須使用刀模,根據輸入程式進行裁斷。沖切源為高壓水束髮生器。
E、電腦控制超音波開料機:控制形式與水束開料機相似,沖切源為超音波發生器。
2.按照結構方式分:
A、搖臂式開料機:沖切部件為可以擺動的搖臂,適合於皮革、天然材料及人造革等非金屬材料的沖切。
 油壓四柱開料機內部結構圖
油壓四柱開料機內部結構圖B、龍門式開料機:沖切部件為可以沿著橫樑左右移動的沖切頭,刀模可以固定在沖切頭上,也可以放在被加工物上。大型、電腦控制的龍門開料機沖頭上安裝著可以旋轉的刀模架,可以根據程式排版,選擇相應的刀具;當然相應需配備自動送料機構。
C、平面式開料機:它與龍門式開料機的區別在於橫樑直接進行沖切,沒有可以移動的沖切頭。平板開料機又分為:橫樑固定或橫樑可前後移動及工作檯滑板可前後移動的兩大類。
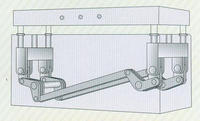
D、四柱式精密開料機:雙油缸,四立柱自動平衡連桿結構。
3、按照加工部件用途分:
A、專用開料機:適合於泡罩加工的吸塑開料機。
 平面油壓開料機
平面油壓開料機B、臥式開料機:適合於加工輪胎材料。
二.機械傳動開料機:
一般機械傳動的開料機速度較快,運轉穩定(調整好後,衝程下限不會發生變化),沖切力較大;其最大的缺點是噪音較大。所以自60年代以來逐步為液壓傳動的開料機所代替。
三、 液壓傳動開料機:
判斷液壓開料機功能的主要依據是:沖切力大小和沖切速度。沖切力很大,但沖切速度很低,或者沖切速度很高,但沖切力很小的機器,都不能順利地完成沖切任務。
對於機械傳動的開料機一般沖切速度都較高,約為250次/分;其沖切速度是變值,平均沖切速度為:200毫米/秒。液壓開料機的沖切速度一般為:大於75毫米/秒。
精密四柱開料機內部結構機械傳動的開料機和液壓傳動的開料機不同點,主要由兩種傳動的不同的特性所決定的:機械傳動是剛性傳動,而液壓傳動確有一定的柔性。
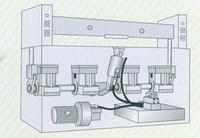 平面油壓開料機內部結構圖
平面油壓開料機內部結構圖液壓開料機的特點是:當沖切頭通過刀模作用於被加工物的瞬時,作用油缸內的壓力並未達到額定壓力,壓力將隨著接觸(切入工作物)的時間增加而增加,直到電磁換向閥接收到信號,換向閥換向,沖切頭開始復位;這時油缸內的壓力由於受到進入油缸的壓力油時間的限制,可能並未達到設定的額定壓力值;也就是說,系統壓力未達到設計值,沖切就已經完成。
四、開料機使用現狀:
平面式開料機內部結構1.機械傳動的開料機,雖然還有廠家在繼續生產,一些小型、個體廠商仍在使用,但這種形式的開料機勢必將被淘汰。
2.液壓傳動的開料機,現在仍然處於主流地位。在液壓開料機中,大量被採用的是噸位在8-20噸的搖臂式開料機。平板式和龍門開料機多數用於比較大型的生產廠家,更適合於對皮革、人造非金屬材料的沖切。
3.全自動開料機在我國已經開始使用,由於製造業工業現代化程度的提高,在不久的將來可能會有一定的市場。但在近期,它將不可能替代液壓開料機。
 龍門式開料機
龍門式開料機開料機的用途
全自動滾壓式開料機在工業生產中,開料機用途非常廣泛。其功能主要是利用成型刀模,通過沖裁動作而獲得人們所需的片材或半成品。
適用於加工各類皮革、布料、紡織物、塑膠、橡膠、紙板、毛氈、石棉、玻璃纖維、軟木、其它合成材料等柔性片狀物料。
廣泛套用於皮革及製鞋、手袋及箱包、手套及帽子、工藝及絲花、繡花、拼圖及制卡、吸塑與包裝、印刷與紙品、文具、塑膠化工、汽車和電子等及其它輕工產業。
操作時應注意事項
1》裁刀設定時,一定要先放鬆設定手輪,使設定桿接觸到裁斷點控制開關否則裁刀設定開關轉至ON時,無法產生設定的動作。
2》工作時裁刀儘量置於上壓板之中央位置,以免造成機械之單邊磨損,影響其壽命。
 全自動滾壓式開料機
全自動滾壓式開料機3》更換新裁刀,如高度不一樣時,請依設定方法,重新設定。
4》裁斷動作時,手請離開裁刀或斬板,嚴禁用手去扶助刀模而來裁斷,以免危險。
5》操作人員如需暫離位置時,請務必關掉馬達開關,以免他人不當操作而損壞機台。
6》請避免超負荷使用以免損壞機器而減少使用壽命。
刀模高度的設定
1》清除工作檯面膠板上的雜物,將刀模置放於膠板中央。
2》機器開動後,將設定手輪鬆開,將“壓力制” 左旋到零位。
3》把設定開關右旋轉到“刀模設定”方向,裁斷壓板13即開始緩慢下行至貼緊刀模便自 動停下。
4》把設定手輪推至最下方並將其收緊。回復啟動前04設定開關制(左旋)轉到“裁斷”位置。
5》再按動剎車開關,裁斷壓板就即時回升至最高位置,此時刀模設定完畢。
裁斷點的調整
1》刀模設定工作完成後,將被裁物料放在膠板上,然後將刀模放在物料上,再將送料板推進裁斷區域內。
2》分別用雙手按下12裁斷開關,此時裁斷壓板就下降加壓於刀模,至刀模切斷物料後自動回升至起動前的位置停下。
3》在沖裁物料時,如發現物料沒完全裁斷時,調整03裁斷深度控制器,將“壓力制”向順時針逆方向旋轉;如刀模壓入膠板太深,則將“壓力制”向逆時針方向旋轉,調整時間越長裁斷深度越深,設法調整至刀模輕微壓入膠板為止。
4》將送料板拉出裁斷區域,取出裁好的物料,就此完成一次沖裁過程。
