
鋁塑共擠門窗
 鋁塑共擠型材結構示意圖
鋁塑共擠型材結構示意圖鋁塑共擠型材結構示意圖鋁塑共擠型材的特點:
強度高
採用鋁合金型材作為骨架,保證了型材的剛性和強度。成窗角部採用角碼連線,更進一步提高了成窗的抗風壓、抗變形能力。
複合共擠出用的鋁襯上我們發明創造了燕尾槽結構(已申請專利),設計燕尾槽結構的目的是在少量增加鋁襯重量的情況下,鋁襯的慣性矩(抗風壓、抗變形方向上),可以最大增加20%左右的數值,這是一個非常巨大的進步,也就是說和普通的鋁合金結構(沒有燕尾槽結構)比,在抗風壓相同的要求下,採用燕尾槽結構設計可以節約15-25%的材料。具體對比如下:
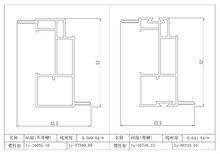 慣性矩比較1
慣性矩比較1圖中鋁襯沒有燕尾槽結構,慣性矩Iy=77760
圖中鋁襯有燕尾槽結構,慣性矩Iy=86319
慣性矩增加了11%
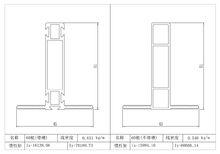 慣性矩比較2
慣性矩比較2圖中鋁襯有燕尾槽結構。慣性矩Iy=76189
圖中鋁襯沒有燕尾槽結構。慣性矩Iy=60686
慣性矩增加了25%
根據上述計算可知,鋁塑共擠用鋁襯可以進行非常靈活的設計,滿足窗型材抗風壓要求,同時還節約材料。
保溫性隔聲性好
根據鋁塑共擠型材結構可以看出,在鋁襯表層包覆了一層4mm以上的發泡塑膠作為保溫隔聲層,眾所周知保溫隔聲最好的材料是發泡材料,因此我們利用國際上最新的硬質結皮微發泡工藝技術,在鋁襯共擠出時,將受熱溶化的塑膠均勻地通過模具發泡包覆在鋁襯上,形成泡孔均勻、密度合適、結合良好的發泡保溫層,採用獨特的模具結構和配方(德國引進)在塑膠表面同時成型出一層0.5mm以上的硬質塑膠層,這層硬質塑膠層又完整均勻地包覆住發泡塑膠層,保證型材外觀的堅硬和光滑,達到和硬質塑膠窗一樣的硬度和表面要求的標準。
不同材料的導熱係數如下表所示:
| 品名 | 比重(kg/M) | 導熱係數(W/m。k) |
| 鋼襯 | 7800 | 50 |
| 鋁合金 | 2800 | 160 |
| 硬質PVC | 1390 | 0.17 |
| 玻纖尼龍 | 1450 | 0.30 |
| 發泡PVC | 750 | 0.1 |
W:功率 m:長度 k:絕對溫度
數值越大,導熱越大
由上表可知:硬質PVC的導熱係數比發泡PVC高1.7倍,也就是說3.5mm的發泡塑膠保溫性相當於3.5×1.7=5.95mm的硬質PVC保溫性。
斷橋鋁合金用的玻纖增強尼龍的導熱係數比發泡PVC高3.0倍.
節約材料減少資源消耗
3.1 鋁塑共擠60平開型材說明
| 米重 | 塑膠 | 鋁合金 | |
| 60平開框 | 1.51 | 0.83 | 0.68 |
| 平開扇 | 1.53 | 0.87 | 0.66 |
| 平開梃 | 1.58 | 0.94 | 0.64 |
以1.5×1.8米窗型計鋁塑共擠門窗每平米用: 鋁襯3.17kg,塑膠5.0kg
3.2 符合國標的2.5mm60平開塑膠型材說明
| 米重 | 塑膠 | 鋼襯(1.5mm) | |
| 60平開框 | 2.11 | 1.09 | 1.02 |
| 60平開扇 | 2.04 | 1.17 | 0.87 |
| 60平開梃 | 2.31 | 1.14 | 1.17 |
以1.5×1.8米窗型計算塑鋼門窗每平方米用:鋼4.8kg,塑膠6.5kg
3.3 斷橋鋁合金60平開窗型材說明
| 米重 | 鋁合金 | |
| 60平開框 | 1.22 | |
| 60平開扇 | 1.36 | |
| 60平開梃 | 1.44 |
以1.5×1.8米窗型計算斷橋鋁門窗每平方米用: 鋁7.67kg
鋁塑共擠門窗把鋁合金門窗和塑膠門窗融為一體,每平方米用塑膠比塑膠窗節約30%的塑膠, 比鋁合金節約一倍的材料。
節約生產能耗,降低能源消耗減少碳排放
根據國家標準GB/T2589-2008《綜合能耗計算通則》規定每千克標準煤的熱值為29271千焦(即7000大卡)。
根據《中國節能產業網》碳排放量的計算法:節約0.4千克標準煤(1度電)減少0.272kg粉塵,0.997kg二氧化碳,0.03kg二氧化硫,0.015kg氮氧化合物
塑鋼窗(每平方米用型材及鋼襯生產能耗)
合計:176kg標準煤/m2(同時可知鋼鐵屬高耗能行業)
斷橋鋁窗
合計:152kg標準煤/m2(同時可知鋁屬高耗能行業)
鋁塑共擠窗
合計:115kg標準煤/m2
由上可知鋁塑共擠門窗型材生產能耗(行業)只有塑鋼的65%。只有斷橋鋁的75%。以年組裝10000平方米為例相當於節約370噸標準煤,可以減少排放251.6噸粉塵,922噸二氧化碳,27.75噸二氧化硫,13.88噸氮氧化合物
整體強度好利於消防
5.1 門窗角部是如何連線的
通常,鋁塑共擠門窗的角部連線採用45°連線形成。首先,用專用切割鋸將型材端頭切割成45°角,然後將一個專用角碼(鋁件,已形成標準化供應)插進兩根待連線型材端頭的鋁襯空腔內。放入經改進過的焊機,將塑膠焊接成型。將焊接後已連線型材放到平台上,採用螺釘將型材和角碼連線成一體來實現組角工藝(如圖所示),達到角部塑膠完全密封,型材加強鋁襯部分完全鋁件閉環連線目的,使之成窗體現出高強度、高抗風壓、整體剛性好、不變形、不下垂、密封性好及易於實現建築避雷,利於消防急救
 角部連線1
角部連線1 角部連線2
角部連線25.2 中梃是如何連線的
首先,將中梃料按需要尺寸採用切割鋸切成直料(90°),然後用專用中梃銑(這是一台主要增加的專用設備)將端頭按要求端面形狀尺寸加工出台階,使該端頭與相應的框料槽接(如圖所示),再把專用連線件(鋁件,已形成標準化生產)通過螺釘將中梃料與框料連線在一起。
 中梃連線1
中梃連線1 中梃連線2
中梃連線2產品質量有保證
6.1型材質量有保證
鋁塑共擠型材的生產工藝決定了型材在出廠時就完全緊密地把鋁襯和塑膠複合成為一體,型材下料切割後直接組裝成窗,而不是採取在組裝現場加入加強襯,保證了生產出的門窗內均有起加強作用的鋁襯在其中,防止了組裝廠偷工減料.
6.2成窗性能有保障
6.2.1普通塑膠窗角部和中梃部分只是塑膠部分焊接到一起,鋼襯之間並未連線,而鋁塑共擠型材角部和中梃部分都是用鋁合金配料連線到一起。保證了角部和中梃連線安全可靠、強度高、成窗整體剛性好。防止了普通塑膠窗易出現的窗邊扭曲變形、窗閉性差,使用一段時間後出現開關困難、變形、下垂的問題。
6.2.2防止膨脹係數不同的解決方法
我們知道,鋁塑共擠型材是鋁和塑膠兩種材料組成一體的,因為兩種材料的線膨脹係數不同,在溫度降低的情況下,塑膠部分的變化量比鋁合金部分大,也就是說鋁合金會突出於塑膠,在組裝時採取如下工藝解決此問題。在組裝前先用鑽銑床(這也是鋁塑型材組裝專用設備)將型材端頭外的鋁襯銑去一部分,將外層包覆的塑膠層留下,留下的塑膠層同時供塑膠焊接時焊接使用。這樣做並不會影響角強度,因為角部連線用的有鋁角碼。
鋁襯的線膨脹係數為:2.35×10m/℃
PVC的線膨脹係數為:8.3×10m/℃
以溫度變化70℃(即-20℃-+50℃),2m自由長桿件計算二種不同材料之間的變化差
△E=〔(8.3×10m/℃×2m)-(2.35×10m/℃×2m)〕×70℃=8.33mm
在理論上在最不利的情況下收縮差在4.2mm/米,實際情況下,由於鋁襯表面成型了許多增強塑膠結合力的凸起和凹槽,由於相互牽制使得收縮率進一步降低。
在組裝時角碼部分是通過螺釘連線固定,中梃連線件也通過螺釘連線固定,實際上就把2m長型材的收縮量切割成了更少的型材長度,進一步減少了收縮量。長期生產實踐證實6m長型材的實際收縮量在最大8mm即1.35mm/m
6.2.3防止塑膠和鋁合金分層:
採取的是在鋁襯表面成型燕尾槽的方式(已申請國家專利),在生產時發泡塑膠進入鋁襯的燕尾槽內,就像中國古代木家具採取的榫結構一樣,使塑膠和鋁襯緊密結合成一體。鋁合金燕尾槽緊緊地拉住包覆的塑膠層,從而保證了二種材料不會分離。
門窗物理性能
7.1依據GB/T7106-2002《建築外窗抗風壓性能分級及檢測方法》
鋁塑共擠60平開窗抗風壓性能: 屬第5級
7.2依據GB/T8484-2002《建築外窗保溫性能分級及檢測方法》
鋁塑共擠60平開窗保溫性能: 屬第8級
7.3依據GB/T8485-2002《建築外窗空氣聲隔聲性能分級及檢測方法》
鋁塑共擠60平開窗空氣聲隔聲性能: 屬第3級
7.4依據GB/T7107-2002《建築外窗氣密性能分級及檢測方法》
鋁塑共擠60平開窗氣密性能: 屬第4級
7.5依據GB/T7108-2002《建築外窗水密性能分級及檢測方法》
鋁塑共擠60平開窗水密性能: 屬第3級
