內容介紹
連鑄坯表面凹凸冷隔是水平連鑄機實現間歇拉坯時在鑄坯表面上留下的一種缺陷,它是水平連鑄坯所特有的。
它的產生是多種因素綜合作用的結果。其形成的基本條件是:初生坯殼厚度的不均勻,在坯殼薄弱處產生局部應力集中;沿樹枝晶元素(C、Mn、S、P)的局部偏析,裂紋的開口和擴展總在偏析嚴重之處。
 連鑄坯表面凹凸冷隔
連鑄坯表面凹凸冷隔它在鑄坯表面上反覆出現。兩個冷隔之間距離相當於一個拉坯周期所走的距離,它是與拉速有關的(S= .S拉坯行程,即冷隔間距離mm,V拉速m/min,f頻率次/min)。冷隔處常伴隨有元素的偏析。
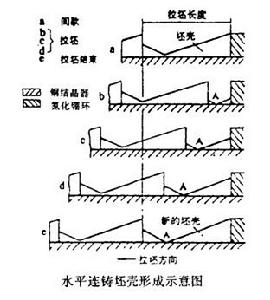
連鑄坯表面凹凸冷隔冷隔的形成過程如圖所示。(圖a)表示一個拉坯周期形成的完整坯殼。拉坯開始,坯殼從分離環處拉出(圖b),鋼水流入已凝固坯殼與分離環之間進行凝固結晶,由於分離環與已凝固坯殼的冷卻條件不同,鋼水從兩邊結晶速度是不一樣的,故兩個結晶面在A點匯合。再繼續拉坯,兩個結晶面都在長大,A點也隨之發生移動(圖c、d)。當拉坯周期結束時,新形成的坯殼與已有的坯殼之間仍在A點(圖e)。如繼續拉就可能在A點處斷裂。為此,在拉坯過程中對鑄坯實行暫停或反推,可使A點坯殼繼續增厚,新老坯殼穩固聯接。再繼續拉坯時,就能把整個新形成坯殼與分離環脫開.又開始下一個拉坯周期。如此反覆實現連鑄拉坯。這樣在分離環處結晶的坯殼在鑄坯表面留下了明顯的標記叫冷隔。拉坯頻率增加(相當於縮短拉坯周期T=,S為拉坯行程mm),冷隔深度減小,如頻率>100次/min,冷隔深度<1mm。因為拉坯周期縮短,提高了舊凝殼的溫度,改善了舊凝殼與新凝殼之間焊合,可以減輕冷隔。
如果新舊凝固殼焊合不良,特別是初生坯殼與分離環和結晶器接觸的三重點溫度過低而導致焊合不良,常產生冷隔裂紋。拉坯頻率增加,則冷隔裂紋消失。
 連鑄坯表面凹凸冷隔
連鑄坯表面凹凸冷隔