
簡介
輥紋是切削加工和冷壓加工的綜合工藝。滾花過程中,工件外表面在擠壓塑性變形的同時伴有切屑產生。工件硬度愈高,切削加工的比重愈大;或指滾花工具在工件表面上滾出花紋的加工方法。滾花工具的頭部裝有一個或兩個可以轉動 的滾輪,圓周上刻有花紋。使用時,將滾輪壓緊於 工件表面相對運動以滾出花紋。手柄、旋扭、螺帽 等零件的表面常常需滾花,以便於握持。輥紋共分2種方式:滾壓式和切削式。
輥紋對車床來說是損耗極大的工作,應以低轉速來操作。輥紋部位離夾頭 50 厘米以上時,應以尾座台頂工作物中心,將工作物支撐牢固。在某些機械零件上,為了使用方便、外形美觀或增大摩擦力等,常在其表面滾出直線或網狀的花紋。一般均要求滾花應無毛刺,紋理清晰及美觀。滾花後的表面粗糙度與滾花前工件的表面粗糙度有關,滾花前工件的表面粗糙度越高,滾花後的表面粗糙度也越高。潤滑條件越好與切屑清除徹底的工件滾花後表面質量就越好。
塗層輥紋
如果塗層表面出現橫向條紋,應根據以下兩種情況來判斷產生的原因:
(1)條紋均勻且是連續性出現。這有可能是塗敷輥磨削的粗糙度未達到要求,塗層的條紋是由塗敷輥的輥紋轉印而來。
(2)條紋是周期性出現。有可能是塗敷輥磨削的形狀精度(圓柱度)未達到要求,也有可能是對塗敷輥的保養不當引起輥面變形所致。例如,塗敷輥在停機清洗後,如果不再生產,應繼續空轉1h以上,讓滲在輥面材料內的溶劑充分蒸發,以免使溶劑在輥面直徑最低點長時間聚集造成變形。
原理
滾花過程遵守齒輪嚙合傳動原理的原因,可能在於齒輪機構的運動是依靠主動輪的齒廓依次推動從動輪的齒廓來實現的。滾花時,滾花輪齒的徑向進給使工件表面材料流動或被切除,最終使工件表面產生滾花紋,形成的花紋的齒型一般可填滿滾花輪的齒面。產生完整滾花紋的過程似乎與齒輪的嚙合過程一致,然而,即使經過數圈跑合的工件齒厚也不均勻,從理論上就不能滿足瞬時傳動比恆定的齒輪嚙合條件。
在滾花初始,當從動件滾花輪切入主動件工件毛坯一個切深時,毛坯就依靠已形成齒依次撥動滾花輪作對滾運動,工件旋轉一周后,在毛坯上滾出花紋,即對工件旋轉表面進行“分度”,由於這一過程受許多隨機因素和系統因素的影響,故所分割的淺槽不一定均勻,特別是首尾銜接處最明顯。進入第二圈對滾後,毛坯繼續以原有速度轉動,滾花輪則受第一圈分割淺槽的均勻狀況的制約而隨機轉動,擠壓或切削工件,直至毛坯齒形填滿滾花輪齒谷或毛坯齒頂碰到滾花輪齒根,形成完整滾花齒形,但並不能完全消除第一圈“分度”造成的齒厚差(塑性特別好的有色金屬除外) 。
方法
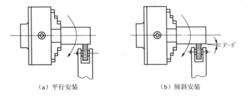 圖6 滾花刀的安裝
圖6 滾花刀的安裝由於滾花過程 滾輪來滾壓被加工表面的金屬層,使其產生一定的塑性變形而形成花紋的,所以,滾花時產生的徑向壓力很大。
滾花前,應根據工件材料的性質和滾花節距P的大小,將工件滾花表面車小(0.8~1.6)m(模數)。
滾花刀裝夾在車床的刀架上,並使滾花刀的裝刀中心與工件迴轉中心等高。如圖6(a)所示。
滾壓有色金屬或滾花表面要求較高的工件時,滾花刀的滾輪表面相對於工件表面向左傾斜3°~5°安裝,這樣容易切入且不容易產生亂紋。如圖6(b)所示。
