
工作原理
針描法又稱觸針法。當觸針直接在工件被測表面上輕輕划過時,由於被測表面輪廓峰谷起伏,觸針將在垂直於被測輪廓表面方向上產生上下移動,把這種移動通過電子裝置把信號加以放大,然後通過指零表或其它輸出裝置將有關粗糙度的數據或圖形輸出來。
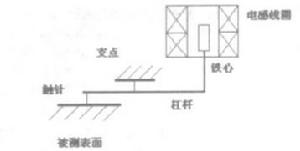 電感測器工作原理圖
電感測器工作原理圖採用針描法原理的表面粗糙度測量儀由感測器、驅動器、指零表、記錄器和電感感測器是輪廓儀的主要部件之一,其工作原理見右圖,在感測器測桿的一端裝有金剛石觸針,觸針尖端曲率半徑r很小,測量時將觸針搭在工件上,與被測表面垂直接觸,利用驅動器以一定的速度拖動感測器。由於被測表面輪廓峰谷起伏,觸狀在被測表面滑行時,將產生上下移動。此運動經支點使磁芯同步地上下運動,從而使包圍在磁芯外面的兩個差動電感線圈的電感量發生變化。感測器的線圈與測量線路是直接接入平衡電橋的,線圈電感量的變化使電橋失去平衡,於是就輸出一個和觸針上下的位移量成正比的信號,經電子裝置將這一微弱電量的變化放大、相敏檢波後,獲得能表示觸針位移量大小和方向的信號。此後,將信號分成三路:一路加到指零表上,以表示觸針的位置,一路輸至直流功率放大器,放大後推動記錄器進行記錄;另一路經濾波和平均表放大器放大之後,進入積分計算器,進行積分計算,即可由指示表直接讀出表面粗糙度Ra值。
主要特點
1、高精度電感感測器
2、段碼液晶顯示器,具有背光功能
3、人機對話,界面直觀、操作極其簡單
4、採用DSP晶片進行控制和數據處理,速度快,功耗低
5、內置鋰離子充電電池及控制電路,容量高、無記憶效應,充電時間短,連續工作時間長,大於20小時
6、機電一體化設計,體積小,重量輕,使用方便快捷
7、帶有測值存儲及存儲數據查詢功能
8、內置標準RS232接口可連線時代TA220s印表機,可列印全部參數
9、具有自動關機、多種提示說明信息
10、可選配曲面感測器、小孔感測器、深槽感測器、測量平台、接長桿等附屬檔案選單操作方式
使用方法
干涉法
干涉法是利用光波干涉原理來測量表面粗糙度。
針描法
針描法是利用觸針直接在被測表面上輕輕划過,從而測出表面粗糙度的Ra值。
比較法
比較法是車間常用的方法。將被測表面對照粗糙度樣板,用肉眼判斷或藉助於放大鏡、比較顯微鏡比較;也可用手摸,指甲划動的感覺來判斷被加工表面的粗糙度。此法一般用於粗糙度參數較大的近似評定。
光切法
光切法是利用"光切原理"來測量表面粗糙度。
測量工件表面粗糙度時,將感測器放在工件被測表面上,由儀器內部的驅動機構帶動感測器沿被測表面做等速滑行,感測器通過內置的銳利觸針感受被測表面的粗糙度,此時工件被測表面的粗糙度引起觸針產生位移,該位移使感測器電感線圈的電感量發生變化,從而在相敏整流器的輸出端產生與被測表面粗糙度成比例的模擬信號,該信號經過放大及電平轉換之後進入數據採集系統,DSP晶片將採集的數據進行數字濾波和參數計算,測量結果在液晶顯示器上讀出,也可在印表機上輸出,還可以與PC機進行通訊。
GB3505專門對有關表面粗糙度的表面及其參數等術語作了規定,其中有三個部分共27個參數術語:a.與微觀不平度高度特性有關的表面粗糙度參數術語。其中定義的常用術語為:輪廓算術平均偏差Ra、輪廓均方根偏差Rq、輪廓最大高度Ry和微觀不平度十點高度Rz等11個參數。
b.與微觀不平度間距特性有關的表面粗糙度參數術語。其中有輪廓微觀不平度的平均間距Sm、輪廓峰密度D、輪廓均方根波長lq以及輪廓的單峰平均間距S等共9個參數。
c.與微觀不平度形狀特性有關的表面粗糙度參數術語。這其中有輪廓偏斜度Sk、輪廓均方根斜率Dq和輪廓支承長度率tp等共5個
3.精密加工表面性能評價的內容及其迫切性
表面粗糙度參數這一概念開始提出時就是為了研究零件表面和其性能之間的關係,4.表面粗糙度理論的新進展表面形貌評定的核心在於特徵信號的無失真提取和對使用性能的量化評定,國內外學者在這一方面做了大量工作,提出了許多分離與重構方法。隨著當今微機處理技術、積體電路技術、機電一體化技術等的發展,出現了用分形法、Motif法、功能參數集法、時間序列技術分析法、最小二乘多項式擬合法、濾波法等各種評定理論與方法,取得了顯著進展,下面對相對而言比較成熟的分形法、Motif法、特定功能參數集法進行介紹。表面粗糙度儀(光潔度)的國家標準主要術語及定義
本資料給出的參數符合GB/T3505-2000《產品幾何技術規範表面結構輪廓法表面結構的述語、定義及參數》、符合GB/T6062-2002《產品幾何量技術規範(GPS)表面結構輪廓法接觸(觸針)式儀器的標稱特性》。
相關參數
技術術語
(1)表面粗糙度:取樣長度L
取樣長度是用於判斷和測量表面粗糙度時所規定的一段基準線長度,它在輪廓總的走向上取樣。
(2)表面粗糙度:評定長度Ln
由於表面有著不同程度的不均勻性,為了充分合理地反映某一表面的粗糙度特性,規定在評定時所必須的一段表面長度,它包括一個或數個取樣長度,稱為評定長度Ln。
(3)表面粗糙度:輪廓中線(也有叫曲線平均線)M
輪廓中線M是評定表面粗糙度數值的基準線。
評定參數
國家規定表面粗糙度的參數由高度參數、間距參數和綜合參數組成。
表面粗糙度高度參數共有三個:
(1)輪廓算術平均偏差Ra:
在取樣長度L內,輪廓偏距絕對值的算術平均值。
(2)微觀不平度十點高度Rz
在取樣長度L內最大的輪廓峰高的平均值與五個最大的輪廓谷深的平均值之和。
(3)輪廓最大高度Ry
在取樣長度內,輪廓峰頂線和輪廓谷底線之間的距離。
表面粗糙度間距參數共有兩個:
(4)輪廓單峰平均間距S
兩相鄰輪廓單峰的最高點在中線上的投影長度Si,稱為輪廓單峰間距,在取樣長度L內,輪廓單峰間距的平均值,就是輪廓單峰平均間距。
(5)輪廓微觀不平度的平均間距Sm
含有一個輪廓峰和相鄰輪廓谷的一段中線長度Smi,稱輪廓微觀不平間距。
表面粗糙度綜合參數:
(6)輪廓支承長度率tp
輪廓支承長度率就是輪廓支承長度np與取樣長度L之比。
