
鋼軌的製作應符合標準來進行,這對人民安全是很重要的。
截面圖
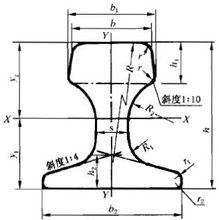 起重機鋼軌截面圖
起重機鋼軌截面圖參數
截面
如右3表所示。
 起重機鋼軌
起重機鋼軌 起重機鋼軌
起重機鋼軌 起重機鋼軌
起重機鋼軌長度
鋼軌的標準長度為9、9.5、10、10.5、11、11.5、12、12.5 m。
經供需雙方協義並在契約中註明,可供應一定比例的長度為4 m~8.9 m的不定尺鋼軌。但計算重量時按100 mm進級。
鋼軌長度允許偏差為+50 0 mm。
外形
鋼軌的側向彎曲度每米不得大於1.5 mm,總彎曲度不得大於8 mm。
鋼軌的上、下方向總彎曲度不得大幹6 mm。
鋼軌端部彎曲0.5 m內不得大於1 mm。
QU120起重機鋼軌因受矯直設備能力限制。其彎曲度由供需雙方協定。
鋼軌扭轉不得大於鋼軌全長的1/10 000。
鋼軌橫截面與垂直軸線的不對稱:軌底不得大丁2 mm,軌頭不得大於0.6 mm。
軌底部不應凹下。軌底中央較兩邊凸出不得大於0.5 mm。
重量
鋼軌按理論重量交貨。
技術要求
牌號和化學成分
 起重機鋼軌
起重機鋼軌起重機鋼軌的牌號和化學成分(熔煉分析)應符合下表的規定。
製造
鋼軌採用平爐冶煉的鎮靜鋼製造。
應採用使鋼軌中不產生白點的生產工藝。
力學性能
鋼軌的抗拉強度不小於90 kg/mm。
表面質量
鋼軌表面不得有裂紋、摺疊、結疤、氣泡和夾雜。允許有深度不大於鋼軌尺寸允許負偏差數值的壓痕、麻點和劃傷及深度不大於1 mm的發紋。
鋼軌端面不得有裂紋、分層與縮孔殘餘。
鋼軌端面應切得正直,端面歪斜在任何方向不得大於5 mm。長度不小於4 mm的毛刺應清除掉。
鋼軌表面缺陷允許用風鏟進行縱向清理,清理深度(單面計算)不得大於尺寸允許負偏差。
鋼軌表面缺陷不允許焊補或填補。
試驗方法
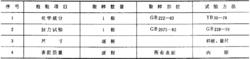 起重機鋼軌
起重機鋼軌每批鋼軌檢驗的取樣數量、部位及試驗方法按下表的規定。
