發展過程
質量管理的發展大致經歷了3個階段。
質量檢驗階段
 質量管理
質量管理 20世紀前,產品質量主要依靠操作者本人的技藝水平和經驗來保證,屬於“操作者的質量管理”。20世紀初,以F.W.泰勒為代表的科學管理理論的產生,促使產品的質量檢驗從加工製造中分離出來,質量管理的職能由操作者轉移給工長,是“工長的質量管理”。隨著企業生產規模的擴大和產品複雜程度 的提高,產品有了技術標準(技術條件),公差制度(見公差制)也日趨完善,各種檢驗工具和檢驗技術也隨之發展,大多數企業開始設定檢驗部門,有的直屬於廠長領導,這時是“檢驗員的質量管理”。上述幾種做法都屬於事後檢驗的質量管理方式。
統計質量控制階段
1924年,美國數理統計學家W.A.休哈特提出控制和預防缺陷的概念。他運用數理統計的原理提出在生產過程中控制產品質量的“6σ”法,繪製出第一張控制圖並建立了一套統計卡片。與此同時,美國貝爾研究所提出關於抽樣檢驗的概念及其實施方案,成為運用數理統計理論解決質量問題的先驅,但當時並未被普遍接受。以數理統計理論為基礎的統計質量控制的推廣套用始自第二次世界大戰。由於事後檢驗無法控制武器彈藥的質量,美國國防部決定把數理統計法用於質量管理,並由標準協會制定有關數理統計方法套用於質量管理方面的規劃,成立了專門委員會,並於1941~1942年先後公布一批美國戰時的質量管理標準。
全面質量管理階段
![質量管理[實現質量目標進行的管理性質活動]](/img/d/bc8/nBnauM3X1AjNxgTO5IDM5UjM2UTM1QDN5MjM5ADMwAjMwUzLyAzL0gzLt92YucmbvRWdo5Cd0FmLyE2LvoDc0RHa.jpg) 質量管理[實現質量目標進行的管理性質活動]
質量管理[實現質量目標進行的管理性質活動] 20世紀50年代以來,隨著生產力的迅速發展和科學技術的日新月異,人們對產品的質量從注重產品的一般性能 發展為注重產品的耐用性、可靠性、安全性、維修性和經濟性等。在生產技術和企業管理中要求運用系統的觀點來研究質量問題。在管理理論上也有新的發展,突出重視人的因素,強調依靠企業全體人員的努力來保證質量以外,還有“保護消費者利益”運動的興起,企業之間市場競爭越來越激烈。在這種情況下,美國A.V.費根鮑姆於60年代初提出全面質量管理的概念。他提出,全面質量管理是“為了能夠在最經濟的水平上、並考慮到充分滿足顧客要求的條件下進行生產和提供服務,並把企業各部門在研製質量、維持質量和提高質量方面的活動構成為一體的一種有效體系”。
中國自1978年開始推行全面質量管理,並取得了一定成效。
相關特性
質量管理的發展與工業生產技術和管理科學的發展密切相關。現代關於質量的概念包括對社會性、經濟性和系統性三方面的認識。
質量社會性:
 朱蘭質量管理三部曲
朱蘭質量管理三部曲 質量的好壞不僅從直接的用戶,而是從整個社會的角度來評價,尤其關係到生產安全、環境污染、生態平衡等問題時更是如此。
1、堅持按標準組織生產。
標準化工作是質量管理的重要前提,是實現管理規範化的需要,“不講規矩不成方圓”。企業的標準分為技術標準和管理標準。工作標準實際上是從管理標準中分離出來的,是管理標準的一部分。技術標準主要分為原材料輔助材料標準、工藝工裝標準、半成品標準、產成品標準、包裝標準、檢驗標準等。它是沿著產品形成這根線環環控制投入各工序物料的質量,層層把關設卡,使生產過程處於受控狀態。在技術標準體系中,各個標準都是以產品標準為核心而展開的,都是為了達到產成品標準服務的。
管理標準是規範人的行為、規範人與人的關係、規範人與物的關係,是為提高工作質量、保證產品質量服務的。它包括產品工藝規程、操作規程和經濟責任制等。企業標準化的程度,反映企業管理水平的高低。企業要保證產品質量,首先要建立健全各種技術標準和管理標準,力求配套。二是要嚴格執行標準,把生產過程中物料的質量、人的工作質量給予規範,嚴格考核,獎罰兌現。三是要不斷修訂改善標準,貫徹實現新標準,保證標準的先進性。
2、強化質量檢驗機制。
質量檢驗在生產過程中發揮以下職能:一是保證的職能,也就是把關的職能。通過對原材料、半成品的檢驗,鑑別、分選、剔除不合格品,並決定該產品或該批產品是否接收。保證不合格的原材料不投產,不合格的半成品不轉入下道工序,不合格的產品不出廠;二是預防的職能。通過質量檢驗獲得的信息和數據,為控制提供依據,發現質量問題,找出原因及時排除,預防或減少不合格產品的產生;三是報告的職能。質量檢驗部門將質量信息、質量問題及時向廠長或上級有關部門報告,為提高質量,加強管理提供必要的質量信息。
要提高質量檢驗工作,一是需要建立健全質量檢驗機構,配備能滿足生產需要的質量檢驗人員和設備、設施;二是要建立健全質量檢驗制度,從原材料進廠到產成品出廠都要實行層層把關,做原始記錄,生產工人和檢驗人員責任分明,實行質量追蹤。同時要把生產工人和檢驗人員職能緊密結合起來,檢驗人員不但要負責質檢,還有指導生產工人的職能。生產工人不能只管生產,自己生產出來的產品自己要先進行檢驗,要實行自檢、互檢、專檢三者相結合;三是要樹立質量檢驗機構的權威。質量檢驗機構必須在廠長的直接領導下,任何部門和人員都不能幹預,經過質量檢驗部門確認的不合格的原材料不準進廠,不合格的半成品不能流到下一道工序,不合格的產品不許出廠。
3、實行質量否決權。
產品質量靠工作質量來保證,工作質量的好壞主要是人的問題。因此,如何挖掘人的積極因素,健全質量管理機制和約束機制,是質量工作中的一個重要環節。
質量責任制或以質量為核心的經濟責任制是提高人的工作質量的重要手段。質量管理在企業各項管理在占有重要地位,這是因為企業的重要任務就是生產產品,為社會提供使用價值,同時獲得自己經濟效益。質量責任制的核心就是企業管理人員、技術人員、生產人員在質量問題上實行責、權、利相結合。作為生產過程質量管理,首先要對各個崗位及人員分析質量職能,即明確在質量問題上各自負什麼責任,工作的標準是什麼。其次,要把崗位人員的產品質量與經濟利益緊密掛鈎,兌現獎罰。對長期優勝者給予重獎,對玩忽職守造成質量損失的除不計工資外,還處以賠償或其它處分。
此外,為突出質量管理工作的重要性,還要實行質量否決。就是把質量指標作為考核幹部職工的一項硬指標,其它工作不管做得如何好,只要在質量問題上出了問題,在評選先進、晉升、晉級等榮譽項目時實行一票否決。
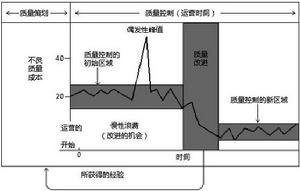
4、抓住影響產品質量的關鍵因素,設定質量管理點或質量控制點。
質量管理點(控制點)的含義是生產製造現場在一定時期、一定的條件下對需要重點控制的質量特性、關鍵部位、薄弱環節以及主要因素等採取的特殊管理措施和辦法,實行強化管理,使工廠處於很好的控制狀態,保證規定的質量要求。加強這方面的管理,需要專業管理人員對企業整體作出系統分析,找出重點部位和薄弱環節並加以控制。
質量是企業的生命,是一個企業整體素質的展示,也是一個企業綜合實力的體現。伴隨人類社會的進步和人們生活水平的提高,顧客對產品質量要求越來越高。因此,企業要想長期穩定發展,必須圍繞質量這個核心開展生產,加強產品質量管理,藉以生產出高品質的產品,讓企業領導放心,讓我們的客戶稱心!
質量經濟性:
質量不僅從某些技術指標來考慮,還從製造成本、價格、使用價值和消耗等幾方面來綜合評價。在確定質量水平或目標時,不能脫離社會的條件和需要,不能單純追求技術上的先進性,還應考慮使用上的經濟合理性,使質量和價格達到合理的平衡。
質量系統性:
質量是一個受到設計、製造、安裝、使用、維護等因素影響的複雜系統。例如,汽車是一個複雜的機械系統,同時又是涉及道路、司機、乘客、貨物、交通制度等特點的使用系統。產品的質量應該達到多維評價的目標。費根堡姆認為,質量系統是指具有確定質量標準的產品和為交付使用所必須的管理上和技術上的步驟的網路。
質量管理髮展到全面質量管理,是質量管理工作的又一個大的進步,統計質量管理著重於套用統計方法控制生產過程質量,發揮預防性管理作用,從而保證產品質量。然而,產品質量的形成過程不僅與生產過程有關,還與其他許多過程、許多環節和因素相關聯,這不是單純依靠統計質量管理所能解決的。全面質量管理相對更加適應現代化大生產對質量管理整體性、綜合性的客觀要求,從過去限於局部性的管理進一步走向全面性、系統性的管理。
發展原因
統計質量管理向全面質量管理過渡的原因主要有三個方面:
第一,它是生產和科學技術發展的產物。20世紀50年代以來,隨著社會生產力的迅速發展,科學技術日新月異,工業生產技術手段越來越現代化,工業產品更新換代日益頻繁,出現了許多大型產品和複雜的系統工程,如美國曼哈頓計畫研製的核子彈(早在40年代就已開始),海軍研製的“北極星飛彈潛艇”,火箭發射,人造衛星,以至阿波羅宇宙飛船等。對這些大型產品和系統工程的質量要求大大提高了,特別對安全性、可靠性提出的要求是空前的。安全性、可靠性奉產品質量概念中占有越來越重要的地位。如,宇航工業產品的可靠性和完善率要求達到99,9999%,即這項極為複雜的系統工程在100萬次動作中,只允許有一次失靈。它們所用的電子元件、器件、機械零件等,持續安全運轉工作時間要在1億小時以至10億小時。以“阿波羅”飛船和“水星五號”運載火箭為例,它共有零件560萬個,它們的完善率假如只在99.9%,則飛行中就將有5600個機件要發生故障,後果不堪構想。又如美國某項航天工程,僅僅由於高頻電壓測量不準,一連發射四次都沒有成功。對於產品質量如此高標準、高精度的要求,單純依靠統計質量控制顯然已越來越不適應,無法滿足要求。因為,即使製造過程的質量控制得再好,每道工序都符合工藝要求,而試驗研究、產品設計、試製鑑定、準備過程、輔助過程、使用過程等方面工作不納入質量管理軌道,不很好銜接配合、協調無序,則仍然無法確保產品質量,也不能有效地降低質量成本,提高產品在市場上的競爭力。這就從客觀上提出了向全面質量管理髮展的新的要求。而電子計算機這個管理現代化工具的出現及其在管理中的廣泛套用,又為綜合系統地研究質量管理提供了有效的物質技術基礎,進一步促進了它的實現。
第二,隨著資本主義固有矛盾的加深與發展,隨著工人文化知識和技術水平的提高,以及工會運動的興起等等,為了緩和日益尖銳的階級矛盾,資本家對工人的態度和管理辦法也有新的變化,資產階級管理理論又有了新的發展,在管理科學中引進了行為科學的概念和理論,進入了“現代管理”階段。“現代管理”的主要特點就是為了實現更巧妙的剝削,必須首先要管好人,必須更加注意人的因素和發揮人的作用。認為過去的“科學管理”理論是把人作為機器的一個環節發揮作用,把工人只看成一個有意識的器官,如同機器附屬檔案一樣,放在某個位置上來研究管理,忽視了人的主觀能動作用。要把人作為一個獨立的能動者在生產中發揮作用,要求從人的行為的本質中激發出動力,從人的本性出發來研究如何調動人的積極性。而人是受心理因素、生理因素、社會環境等方面影響的,因而必須從社會學、心理學的角度研究社會環境、人的相互關係以及個人利益對提高工效和產品質量的影響,儘量採取能夠調動人的積極性的管理辦法。在這個理論基礎上,提出了形形色色的所謂“工業民主”、“參與管理”、“刺激規劃”、“共伺決策”、“目標管理”等新辦法。這種管理理論的發展對企業各方面管理工作都帶來了重大影響,在質量管理中相應出現了組織工人“自我控制”的無缺陷運動,質量管理小組活動,質量提案制度,“自主管理活動”的質量管理運動等等,使質量管理從過去限於技術、檢驗等少數人的管理逐步走向多數人參加的管理活動。
第三,在資本主義市場激烈競爭下,廣大消費者為了保護自己的利益,買到質量可靠、價廉物美的產品,抵制資本家不負責任的廣告戰和推銷的滑頭貨,成立了各種消費者組織,出現了“保護消費者利益”的運動,迫使政府制定法律,制止企業生產和銷售質量低劣、影響安全、危害健康等劣等品,要企業對提供的產品質量承擔法律責任和經濟責任。製造者提供的產品不僅要求性能符合質量標準規定,而且要保證在產品售後的正常使用期限中,使用效果良好,可靠、安全、經濟,不出質量問題。這就是在質量管理中提出了質量保證和質量責任的問題,要求製造廠建立貫穿全過程的質量保證體系,把質量管理工作轉到質量保證的目標上來。
八大原則
ISO標準簇質量八大原則
原則1: 以顧客為關注焦點
原則2: 領導作用
原則3: 全員參與
原則4: 過程方法
原則5: 管理的系統方法
原則6: 持續改進
原則7: 基於事實的決策方法
原則8: 與供方的互利關係
管理方法
相關學科:
 項目質量管理
項目質量管理 管理已成為一門新興的學科,具有很強的綜合性和實用性。它套用了管理學、技術、數學等各門學科的成就和方法。 質量管理學的內容包括:
質量和質量管理的基本概念、指導思想和原理;
質量管理工作的常用方法和工具;
有關驗收抽樣和工序控制的理論;
有關質量設計的方法和技術。
質量管理學還建立了由內部故障成本、外部故障成本、預防成本和鑑定成本組成的質量成本的概念以及計算方法和評價方法。
方法模型:
 質量管理模型
質量管理模型 全面質量管理(TQM) 六西格瑪(6σ)
QC七大手法
檢查表
排列圖
散布圖
數據分層法
休哈特控制圖
魚骨圖
直方圖
百年歷程
工業革命前產品質量由各個工匠或手藝人自己控制
1875年 泰勒制誕生——科學管理的開端
最初的質量管理——檢驗活動與其他職能分離,出現了專職的檢驗員和獨立的檢驗部門。
1925年 休哈特提出統計過程控制(SPC)理論——套用統計技術對生產過程進行監控,以減少對檢驗的依賴。
1930年 道奇和羅明提出統計抽樣檢驗方法。
1940年代 美國貝爾電話公司套用統計質量控制技術取得成效;
美國軍方資供應商在軍需物中推進統計質量控制技術的套用;
美國軍方制定了戰時標準Z1.1、Z1.2、Z1.3——最初的質量管理標準。三個標準以休哈特、道奇、羅明的理論為基礎。
1950年代戴明提出質量改進的觀點——在休哈特之後系統和科學地提出用統計學的方法進行質量和生產力的持續改進;強調大多數質量問題是生產和經營系統的問題;強調最高管理層對質量管理的責任。此後,戴明不斷完善他的理論,最終形成了對質量管理產生重大影響的“戴明十四法”。
開始開發提高可靠性的專門方法——可靠性工程開始形成
1958年 美國軍方制定了MIL-Q-8958A等系列軍用質量管理標準——在MIL-Q-9858A中提出了“質量保證”的概念,並在西方工業社會產生影響。
1960年代初朱蘭、費根堡姆提出全面質量管理的概念——他們提出,為了生產具有合理成本和較高質量的產品,以適應市場的要求,只注意個別部門的活動是不夠的,需要對覆蓋所有職能部門的質量活動策劃。
戴明、朱蘭、費根堡姆的全面質量管理理論在日本被普遍接受。日本 企業創造了全面質量控制(TQC)的質量管理方法。統計技術,特別是“因果圖”、“流程圖”、“直方圖”、“檢查單”、“散點圖”、“排列圖”、“控制圖”等被稱為“老七種”工具的方法,被普遍用於質量改進。
1960年代中北大西洋公約組織(NATO)制定了AQAP質量管理系列標準——AQAP標準以MIL-Q-9858A等質量管理標準為藍本。所不同的是,AQAP引入了設計質量控制的要求。
1970年代 TQC使日本企業的競爭力極大地提高,其中,轎車、家用電器、手錶、電子產品等占領了大批國際市場。因此促進了日本經濟的極大發展。日本企業的成功,使全面質量管理的理論在世界範圍內產生巨大影響。
日本質量管理學家對質量管理的理論和方法的發展作出了巨大貢獻。
這一時期產生了石川馨、田口玄一等世界著名質量管理專家。
這一時期產生的管理方法和技術包括:
JIT—準時化生產
Kanben—看板生產
Kaizen—質量改進
QFD—質量功能展開
田口方法
新七種工具
由於田口博士的努力和貢獻,質量工程學開始形成並得到巨大發展。
1979年英國制定了國家質量管理標準BS5750——將軍方契約環境下使用的質量保證方法引入市場環境。這標誌著質量保證標準不僅對軍用物資裝備的生產,而且對整個工業界產生影響。
1980年代 菲利浦.克勞士比提出“零缺陷”的概念。他指出,“質量是免費的”。突破了傳統上認為高質量是以高成本為代價的觀念。他提出高質量將給企業帶來高的經濟回報。
質量運動在許多國家展開。包括中國、美國、歐洲等許多國家設立了國家質量管理獎,以激勵企業通過質量管理提高生產力和競爭力。質量管理不僅被引入生產企業,而且被引入服務業,甚至醫院、機關和學校。 許多企業的高層領導開始關注質量管理。全面質量管理作為一種戰略管理模式進入企業。
1987年 ISO9000系列國際質量管理標準問世——質量管理和質量保證對全世界1987年版的ISO9000標準很大程度上基於BS5750。質量管理與質量保證開始在世界範圍內對經濟和貿易活動產生影響。
1994年ISO9000系列標準改版——新的ISO9000標準更加完善,為世界絕大多數國家所採用。第三方質量認證普遍開展,有力地促進了質量管理的普及和管理水平的提高。
朱蘭博士提出:“即將到來的世紀是質量的世紀”
1990年代末 全面質量管理(TQM)成為許多“世界級”企業的成功經驗證明是一種使企業獲得核心競爭力的管理戰略。質量的概念也從狹義的符合規範發展到以“顧客滿意”為目標。全面質量管理不僅提高了產品與服務的質量,而且在企業文化改造與重組的層面上,對企業產生深刻的影響,使企業獲得持久的競爭能力。
在圍繞提高質量、降低成本、縮短開發和生產周期方面,新的管理方法層出不窮。其中包括:並行工程(CE)、企業流程再造(BPR)等。
2000年代 隨著知識經濟的到來,知識創新與管理創新必將極大地促進質量的迅速提高--包括生產和服務的質量、工作質量、學習質量、直至人們的生活質量。質量管理的理論和方法將更加豐富,並將不斷突破舊的範疇而獲得極大的發展。
企業管理
質量保證和質量控制兩方面的內容。
 工程質量管理
工程質量管理 ①質量保證
質量保證活動涉及企業內部各個部門和各個環節。從產品設計開始到銷售服務後的質量信息反饋為止,企業內形成一個以保證產品質量為目標的職責和方法的管理體系,稱為質量保證體系,是現代質量管理的一個發展。建立這種體系的目的在於確保用戶對質量的要求和消費者的利益,保證產品本身性能的可靠性、耐用性、可維修性和外觀式樣等。
“質量保證”一詞在GB/T19000-2008/ISO9000:2005已經定義為“質量管理”的一部分,其定義為:“質量管理(3.2.8)的一部分,致力於提供質量要求會得到滿足的信任”。因此,質量保證的活動,更應該是以3.5.3可信性為核心。可信性的定義為:“用於表述可用性及其影響因素(可靠性、維修性和保障性)的集合術語。註解:可信性僅用於非定量術語的總體表述。所以,質量保證,更多的應該模擬最終顧客使用的環境、壽命以及產品的相關標準要求進行嚴格的試驗來滿足顧客信任。
②質量控制
為保證產品的生產過程和出廠質量達到質量標準而採取的一系列作業技術檢查和有關活動,是質量保證的基礎。美國J.M.朱蘭認為,質量控制是將測量的實際質量結果與標準進行對比,並對其差異採取措施的調節管理過程。這個調節管理過程由以下一系列步驟組成:選擇控制對象;選擇計量單位;確定評定標準;創造一種能用度量單位來測量質量特性的儀器儀表;進行實際的測量;分析並說明實際與標準差異的原因;根據這種差異作出改進的決定並加以落實。
質量控制更應該對活動過程加以控制。
七個工具
1. 控制圖是用圖形顯示某項重要產品或過程參數的測量數據。在製造業可用軸承滾珠的直徑作為例子。在服務行業測量值可以是保險索賠單上有沒有列出某項要求提供的信息。
依照統計抽樣步驟,在不同時間測量。控制圖顯示隨時間而變化的測量結果,該圖按常態分配,即經典的鐘形曲線設計。用控制圖很容易看出實際測量值是否落在這種分布的統計界線之內。
上限叫"控制上限",下限叫"控制下限"。如果圖上的測量值高於控制上限或低於控制下限,說明過程失控。這樣就得仔細調查研究以查明問題所在,找出並非隨機方式變動的因素。是製造軸承滾珠用的鋼棒太硬?太軟?還是鋼棒切割機上切割量調節值設得不對?
2. 帕累托圖又叫排列圖,是一種簡單的圖表工具,用於統計和顯示一定時間內各種類型缺陷或問題的數目。其結果在圖上用不同長度的條形表示。所根據的原理是十九世紀義大利經濟學家維爾弗雷德.帕雷托(Vilfred Pareto)的研究,即各種可能原因中的20%造成80%左右的問題;其餘80%的原因只造成20%的問題和缺陷。
為了使改進措施最有效,必須首先抓住造成大部分質量問題的少數關鍵原因。帕雷托圖有助於確定造成大多數問題的小數關鍵原因。該圖也可以用於查明生產過程中最可能產生某些缺陷的部位。
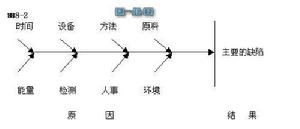
3.魚骨圖也稱為因果分析圖或石川圖(根據最先提出這一工具的石川熏(Kaoru Ishikawa譯名)的名字命名)。它看上去有些象魚骨,問題或缺陷(即後果)標在"魚頭"外。在魚骨上長出魚刺,上面按出現機會多寡列出產生生產問題的可能原因。魚骨圖有助於說明各個原因之間如何相互影響。它也能表現出各個可能的原因是如何隨時間而依次出現的。這有助於著手解決問題。
4. 走向圖有時也叫趨勢圖。它用來顯示一定時間間隔(例如一天、一周或一個月)內所得到的測量結果。以測得的數量為縱軸,以時間為橫軸繪成圖形。
走向圖就象不斷改變的記分牌。它的主要用處是確定各種類型問題是否存在重要的時間模式。這樣就可以調查其中的原因。例如,按小時或按天畫出次品出現的分布圖,就可能發現只要使用某個供貨商提供的材料就一定會出問題。這表示該供貨商的材料可能是原因所在。或者發現某台機器開動時一定會出現某種問題,這就說明問題可能出在這台機器上。
5. 直方圖也稱線條圖。在直方圖上,第一控制類別(對應於一系列相互獨立的測量值中的一個值)中的產品數量用條線長度表示。第一類別均加有標記,條線按水平或垂直依次排列。直方圖可以表明哪些類別代表測量中的大多數。同時也表示出第一類別的相對大小。直方圖給出的是測量結果的實際分布圖。圖形可以表現分布是否正常,即形狀是否近似為鐘形。
6. 分布圖提供了表示一個變數與另一個變數如何相互關聯的的標準方法。例如要想知道金屬線的拉伸強度與線的直徑的關係,一般是將線拉伸到斷裂,記下使線斷裂時所用的力的準確數值。以直徑為橫軸,以力為縱軸將結果繪成圖形。這樣就可以看到拉伸強度和線徑之間的關係。這類信息對產品設計有用。
7. 流程圖有時也稱作輸入-輸出圖。該圖直觀地描述一個工作過程的具體步驟。流程圖對準確了解事情是如何進行的,以及決定應如何改進過程極有幫助。這一方法可以用於整個企業,以便直觀地跟蹤和圖解企業的運作方式。
流程圖使用一些標準符號代表某些類型的動作,如決策用菱形框表示,具體活動用方框表示。但比這些符號規定更重要的,是必須清楚地描述工作過程的順序。流程圖也可用於設計改進工作過程,具體做法是先畫出事情應該怎么做,再將其與實際情況進行比較。
專用術語
質量方針(Quality Policy)
質量目標(Quality Objective)
質量體系(Quality System)
質量控制(Quality Control)
質量保證(Quality Assurance)
質量策劃(Quality Planning)
質量計畫(Quality Plan)
質量管理體系(Quality Management System,QMS)
管理認證
質量管理認證標準是根據世界上170個國家大約100萬個通過認證的組織的8年實踐,更清晰、明確地表達的要求,並增強與各種質量認證的兼容性。
所有經認可的認證機構所發放的認證證書,幫助企業進行國際標準轉換工作特舉辦此次管理體系內審員培訓班。
內審員全稱叫內部質量體系審核員,通常由既精通質量管理認證國際標準又熟悉本企業管理狀況的人員擔任。
內審員可以由各部門人員兼職擔任,因此內審員在一個組織內對質量體系的正常運行和改進起著重要的作用。
失敗原因
原因之一:缺少遠見
遠見提供了企業向何處發展、企業如何制定行動計畫以及企業實施計畫所需要的組織結構和系統的順序。缺少遠見就導致把質量排斥在戰略之外,這樣企業的目標及優先順序就不明確,質量在企業中的角色就不易被了解。要想從努力中獲得成功,企業需要轉變其思維方式,創造不斷改進質量的環境。
原因之二:沒有以顧客為中心
原因之三:管理者貢獻不夠
調查表明,大多數質量管理活動的失敗不是技術而是管理方面的原因。
管理者的貢獻意味著通過行動自上而下地溝通公司的想法,使所有員工和所有活動都集中於不斷改進,這是一種實用的方法。只動嘴或公開演說不適合質量管理,管理者必須參與和質量管理有關的每一個方面工作並持續保持下去。在一項調查中70%的生產主管承認,中層管理者,因而說不清楚這些努力成功與否。試想,這樣的質量管理能夠成功嗎?
原因之四:沒有目的的培訓
企業許多錢花費在質量管理的培訓上,然而許多企業並沒有因此得到根本的改進。因為太多的質量管理培訓是無關緊要的。例如,員工們學習了控制圖,但不知道在那裡用,不久他們就忘記所學的了。可以說,沒有目標、沒有重點的培訓實際上是一種浪費,這也是質量管理失敗的一個因素。
原因之五:缺少成本和利益分析
許多企業既不計算質量成本,也不計算改進項目的利益,即使計算質量成本的企業也經常只計算明顯看得見的成本(如擔保)和容易計算的成本(如培訓費),而完全忽視了有關的主要成本,如銷售損失和顧客離去的無形成本。有的企業沒有計算質量改進所帶來的潛在的利益。例如,不了解由於顧客離去而帶來的潛在銷售損失等。國外研究表明:不滿意的顧客會把不滿意告訴22個人,而滿意的顧客只將滿意告訴8個人。減少顧客離去率5%可以增加利潤25%~95%,增加5%顧客保留可以增加利潤35%~85%。
原因之六:組織結構不適宜
組織結構、測量和報酬在質量管理培訓、宣傳中沒有引起注意。如果企業還存在煩瑣的官僚層次和封閉職能部門,無論多少質量管理的培訓都是沒有用的。在一些企業中,管理者的角色很不清楚,質量管理的責任常常被授權給中層管理者,這導致了質量小組之間的權力爭鬥,質量小組缺少質量總體把握,結果是爭論和混亂。扁平結構、放權、跨部門工作的努力對質量管理的成功是必須的。成功的企業保持開放的溝通形式,發展了全過程的溝通,消除了部門間的障礙。
原因之七:形成了自己的官僚機構
在質量管理活動過程中,通常把質量管理授權於某質量特權人物。質量成為一個平行的過程,產生帶有自己的規則,標準和報告人員的新的官僚層次和結構,無關的質量報告成為正常。這個質量特權人物逐漸張大滲透,成為花費巨大而沒有結果的龐然大物。質量官僚們把自己同日常的生活隔離開來,不了解真實的情況,反而成為質量改進的障礙。
原因之八:缺少度量或錯誤的度量
缺少度量或錯誤的度量是導致質量管理失敗的另一個原因。不恰當地度量鼓勵了短期行為而損失了長期的績效,一個部門的改進以損失另一個部門為代價。例如,選擇合適的價格改進了採購部門的績效,但給生產部門帶來了極大的質量問題。企業沒有參考對比就如同獵手在黑夜裡打獵物,其結果只是亂打一氣,偶然有結果,更可能是巨大的損失。公司需要與質量改進有關的績效度量手段,包括過程度量和結果度量。成功的公司都是以顧客為基礎度量和監測質量改進的過程。
原因之九:報酬和承認不夠
戰略目標、績效度量和報酬或承認是支持企業質量改進的三大支柱。改變觀念和模式轉變需要具有重要意義的行為改變,行為在很大程度上受承認和報酬制度的影響。企業如何承認和回報員工是傳遞公司戰略意圖的主要部分。為使質量管理的努力富有成效,企業應當承認和回報具有良好績效者,從而使質量改進成為現實。
原因之十:會計制度不完善
現行的會計制度對質量管理的失敗負有很大的責任。它歪曲了質量成本,沒有搞清楚其潛在的影響。例如,與不良產品有關的成本如擔保,甚至沒有被看成是質量成本;廢棄、返工被看成是企業的一般管理費。
管理特色
相關舉例:
長松諮詢的質量管理思想集中體現PDCA(P—plan,計畫;D--do,執行;C--check,檢查;A- act,處理)循環上:
1、計畫階段,看哪些問題需要改進,逐項列出,找出最需要改進的問題。
2、執行階段,實施改進,並收集相應的數據。
3、檢查階段,對改進的效果進行評價,用數據說話,看實際結果與原定目標是否吻合。
4、處理階段,如果改進效果好,則加以推廣;如果改進效果不好,則進行下一個循環。
PDCA循環:
是大環套小環,企業總部、車間、班組、員工都可進行PDCA循環,找出問題以尋求改進;階梯式上升,第一循環結束後,則進入下一個更高級的循環,循環往復,永不停止。戴明強調連續改進質量,把產品和過程的改進看作一個永不停止的、不斷獲得小進步的過程。
全面管理
第一,全面的質量,包括產品質量、服務質量、成本質量;
第二,全過程的質量,指質量貫穿於生產的全過程,用工作質量來保證產品質量;
第三,全員參與的質量,對員工進行質量教育,強調全員把關,組成質量管理小組;
第四,全企業的質量,目的是建立企業質量保證體系。
全面質量管理常用七種工具,就是在開展全面質量管理活動中,用於收集和分析質量數據,分析和確定質量問題,控制和改進質量水平的常用七種方法。這些方法不僅科學,而且實用,作為班組長應該首先學習和掌握它們,並帶領工人套用到生產實際中。
一、統計分析表法和措施計畫表法
質量管理講究科學性,一切憑數據說話。因此對生產過程中的原始質量數據的統計分析十分重要,為此必須根據本班組,本崗位的工作特點設計出相應的表格。
二、排列圖法
排列圖法是找出影響產品質量主要因素的一種有效方法。
製作排列圖的步驟:
1、收集數據,即在一定時期里收集有關產品質量問題的數據。如,可收集1個月或3個月或半年等時期里的廢品或不合格品的數據。
2、進行分層,列成數據表,即將收集到的數據資料,按不同的問題進行分層處理,每一層也可稱為一個項目;然後統計一下各類問題(或每一項目)反覆出現的次數(即頻數);按頻數的大小次序,從大到小依次列成數據表,作為計算和作圖時的基本依據。
3、進行計算,即根據第(3)欄的數據,相應地計算出每類問題在總問題中的百分比,計入第(4)欄,然後計算出累計百分數,計入第(5)欄。
4、作排列圖。即根據上表數據進行作圖。需要注意的是累計百分率應標在每一項目的右側,然後從原點開始,點與點之間以直線連線,從而作出帕累托曲線。
三、因果分析圖法
因果分析圖又叫特性要因圖。按其形狀,有人又叫它為樹枝圖或魚刺圖。它是尋找質量問題產生原因的一種有效工具。
畫因果分析圖的注意事項:
1、影響產品質量的大原因,通常從五個大方面去分析,即人、機器、原材料、加工方法和工作環境。每個大原因再具體化成若干箇中原因,中原因再具體化為小原因,越細越好,直到可以採取措施為止。
2、討論時要充分發揮技術民主,集思廣益。別人發言時,不準打斷,不開展爭論。各種意見都要記錄下來。
四、分層法
分層法又叫分類,是分析影響質量(或其他問題)原因的方法。我們知道,如果把很多性質不同的原因攪在一起,那是很難理出頭緒來的。其辦法是把收集來的數據按照不同的目的加以分類,把性質相同,在同一生產條件下收集的數據歸在一起。這樣,可使數據反映的事實更明顯、更突出,便於找出問題,對症下藥。
企業中處理數據常按以下原則分類:
1)按不同時間分:如按不同的班次、不同的日期進行分類;
2)按操作人員分:如按新、老工人、男工、女工、不同工齡分類;
3)按使用設備分:如按不同的工具機型號,不同的工夾具等進行分類
4)按操作方法分:如按不同的切削用量、溫度、壓力等工作條件進行分類;
5)按原材料分: 如按不同的供料單位不同的進料時間,不同的材料成份等進行分類。
6)按不同的檢測手段分類。
7)其它分類:如按不同的工廠、使用單位、使用條件、氣候條件等進行分類。
總之,因為我們的目的是把不同質的問題分清楚。便於分析問題找出原因。所以,分類方法多種多樣,並無任何硬性規定。
五、直方圖法
直方圖(Histogram)是頻數直方圖的簡稱。它是用一系列寬度相等、高度不等的長方形表示數據的圖。長方形的寬度表示數據範圍的間隔,長方形的高度表示在給定間隔內的數據數。
六、控制圖法
控制圖法是以控制圖的形式,判斷和預報生產過程中質量狀況是否發生波動的一種常用的質量控制統計方法。它能直接監視生產過程中的過程質量動態,具有穩定生產,保證質量、積極預防的作用。
七、散布圖法
散布圖法,是指通過分析研究兩種因素的數據之間的關係,來控制影響產品質量的相關因素的一種有效方法。
在生產實際中,往往是一些變數共處於一個統一體中,它們相互聯繫、相互制約,在一定條件下又相互轉化。有些變數之間存在著確定性的關係,它們之間的關係,可以用函式關係來表達,如園的面積和它的半徑關係:S=πr2 ;有些變數之間卻存在著相關關係,即這些變數之間既有關係,但又不能由一個變數的數值精確地求出另一個變數的數值。將這兩種有關的數據列出,用點子打在坐標圖上,然後觀察這兩種因素之間的關係。這種圖就稱為散布圖或相關圖。
存在問題
質量管理是公司生產管理環節中的重要組成部分,其重要作用眾所周知。然而,在實際生產活動中,質量管理往往難以控制,導致公司質量管理出現問題的的原因主要有十個。
缺少遠見
遠見是指洞察未來從而決定公司將要成為什麼樣公司的遠大眼光,它能識別潛在的機會並提出目標,現實地反映了將來所能獲得的利益。遠見提供了公司向何處發展、公司如何制定行動計畫以及公司實施計畫所需要的組織結構和系統的順序。缺少遠見就導致把質量排斥在戰略之外,這樣公司的目標及優先順序就不明確,質量在公司中的角色就不易被了解。要想從努力中獲得成功,公司需要轉變其思維方式,創造不斷改進質量的環境。
沒有以顧客為中心
誤解顧客意願、缺少超前為顧客服務的意識,雖改進了一些工作但沒有給顧客增加價值,也會導致公司質量管理的失敗。
例如,傳遞公司著迷於準時傳遞,努力把準時從42%提高到92%,然而令管理者驚訝的是公司失去了市場,原因是公司強調了時間準時卻沒有時間回答顧客的電話和解釋產品。顧客滿意是一個動態的持續變化的目標,要想公司質量管理成功就必須集中精力了解顧客的期望,開發的項目要滿足或超出顧客的需要。
國外一家公司聲稱對不滿意顧客提供全部賠償,公司為此付出了代價,但收入卻直線上升,員工的流動率也從117%降至50%。
管理者貢獻不夠
調查表明,大多數公司質量管理活動的失敗不是技術而是管理方面的原因。所有的質量管理權威都有一個共識:質量管理最大的一個障礙是質量改進中缺少上層主管的貢獻。管理者的貢獻意味著通過行動自上而下地溝通公司的想法使所有員工和所有活動都集中於不斷改進這是一種實用的方法。只動嘴或公開演說不適合公司質量管理者必須參與和質量管理有關的每一個方面工作並持續保持下去。在一項調查中70%的生產主管承認他們的公司花費更多的時間在改進顧客滿意的因素上。然而他們把這些責任授權給中層管理者因而說不清楚這些努力成功與否。試想這樣的質量管理能夠成功嗎?
無目的培訓
公司許多錢花費在質量管理的培訓上然而許多公司並沒有因此得到根本的改進。因為太多的質量管理培訓是無關緊要的。例如員工們學習了控制圖但不知道在那裡用不久他們就忘記所學的了。可以說沒有目標、沒有重點的培訓實際上是一種浪費這也是公司質量管理失敗的一個因素。
缺少成本和利益分析
許多公司既不計算質量成本也不計算改進項目的利益即使計算質量成本的公司也經常只計算明顯看得見的成本(如擔保)和容易計算的成本(如培訓費)而完全忽視了有關的主要成本如銷售損失和顧客離去的無形成本。有的公司沒有計算質量改進所帶來的潛在的利益。例如不了解由於顧客離去而帶來的潛在銷售損失等。國外研究表明:不滿意的顧客會把不滿意告訴22個人而滿意的顧客只將滿意告訴8個人。減少顧客離去率5%可以增加利潤25%~95%增加5%顧客保留可以增加利潤35%~85%。
組織結構不適宜
組織結構、測量和報酬在公司質量管理培訓、宣傳中沒有引起注意。如果公司還存在煩瑣的官僚層次和封閉職能部門無論多少質量管理的培訓都是沒有用的。在一些公司中管理者的角色很不清楚質量管理的責任常常被授給中層管理者這導致了質量小組之間的權力爭鬥質量小組缺少質量總體把握結果是爭論和混亂。扁平結構、放權、跨部門工作努力對質量管理的成功是必須的。成功的公司保持開放的溝通形式發展了全過程的溝通消除了部門間的障礙。研究表明:放權的跨部門的小組所取得的質量改進成果可以達到部門內的小組所取得成果的200%到600%。
質量管理形成了自己的官僚機構
在公司質量管理活動過程中通常把質量管理授權於某質量特權人物。質量成為一個平行的過程產生帶有自己的規則標準和報告人員的新的官僚層次和結構無關的質量報告成為正常。這個質量特權人物逐漸張大滲透成為花費巨大而沒有結果的龐然大物。質量官僚們把自己同日常的生活隔離開來不了解真實的情況反而成為質量改進的障礙。
缺少度量和錯誤的度量
缺少度量和錯誤的度量是導致公司質量管理失敗的另一個原因。不恰當地度量鼓勵了短期行為而損失了長期的績效一個部門的改進以損失另一個部門為代價。例如選擇合適的價格改進了採購部門的績效但給生產部門帶來了極大的質量問題。公司沒有參考對比就如同獵手在黑夜裡打獵物其結果只是亂打一氣偶然有結果更可能是巨大的損失。公司需要與質量改進有關的績效度量手段包括過程度量和結果度量。成功的公司都是以顧客為基礎度量和監測質量改進的過程。
會計制度 不完善
現行的會計制度對公司質量管理的失敗負有很大的責任。它歪曲了質量成本沒有搞清楚其潛在的影響。例如與不良產品有關的成本如擔保甚至沒有被看成是質量成本;廢棄返工被看成是公司的一般管理費用;顧客不滿意和銷售減少的損失卻沒有在帳目上反映出來。
報酬和承認不夠
戰略目標、績效度量和報酬或承認是支持公司質量改進的三大支柱。改變觀念和模式轉變需要具有重要意義的行為改變行為在很大程度上是受承認和報酬制度的影響。只有有了好的報酬和承認制度,員工才能積極的去做。公司如何承認和回報員工是傳遞公司戰略意圖的主要部分。為使質量管理的努力富有成效公司應當承認和回報有良好績效者從而使質量改進成為現實。
質量改善意義
所謂全面質量管理,就是企業全體人員及各個部門同心協力,把經營管理、專業技術、數量統計方法和思想教育結合起來,建立起產品的研究與開發、設計、生產作業、服務等全過程的質量體系,從而有效地利用人力、物力、財力、信息等資源,提供符合規定要求和用戶期望的產品和服務。美國著名質量管理專家戴明曾提出:在生產過程中,造成質量問題的原因只有10%~15%來自工人,而85%~90%是企業內部在管理上有問題。由此可見,質量不僅僅取決於加工這一環節,也不只是局限於加工產品的工人,而是涉及到企業各個部門、各類人員。
質量——企業的生命
抓好產品質量,首先就要提高質量意識,不重視產品質量的職工是不可能生產出好的產品的。
質量管理:治標更要治本
關於企業如何抓好產品的質量管理,談的人夠多了,但是,不少聽起來頭頭是道的理論運用到實際當中,收到的效果卻不佳。
從“扁鵲自責”看質量管理
質量管理如同醫生看病,治標不能忘固本。許多企業懸掛著質量是企業的生命的標語,而現實中存在頭疼醫頭、腳疼醫腳的質量管理誤區
五大工具
1.統計過程控制(SPC,Statistical Process Control)
2.測量系統分析(MSA,Measure System Analyse)
3.失效模式和效果分析(FMEA,Failure Mode & Effect Analyse)
4.產品質量先期策劃(APQP,Advanced Product Quality Planning)
5.生產件批准程式(PPAP,Production Part Approval Process)
價值觀
質量第一:
質量是企業的生命,質量是一切的基礎,企業要生存和盈利,就必須堅持質量第一的原則,從始至終能夠為顧客提供滿意質量的產品和服務,才能在激烈的競爭中利於不敗之地。
零缺陷:
零缺陷是以拋棄缺點難免論,樹立無缺點的哲學觀念為指導,要求全體人員“從開始就正確地進行工作,第一次就把事情做對”,以完全消除工作缺點為目標的質量經營活動。
源頭管理:
質量管理應以預防為主,將不良隱患消滅在萌芽狀態,這樣不僅能保證質量,而且能減少不要的問題發生,降低變更次數,使企業整體的工作質量和效率得到提高。
顧客至上:
現代企業掌握在顧客手中,對於我們企業而言,把顧客需要放在第一位,全心全意為顧客服務。企業要樹立好“顧客至上”的服務理念,把為顧客服務擺在第一位,想顧客之想,急顧客所急。
滿足需要:
質量是客觀的固有特性與主觀的滿足需要的統一,質量不是企業自說自話,而是是否能夠滿足顧客的需求,只有滿足了顧客需要,顧客才會願意買單,企業才能實現盈利。
一把手質量:
企業一把手的一言一行從始至終受到全體員工的特別關注,他對質量的認知、觀點與態度很大程度上決定了員工工作質量的好壞,一把手應確保企業的質量目標與經營方向一致,全面推進質量工作的開展。
全員參與:
現代企業的質量管理需要全員參與,它不僅僅是某個人、幾個質量管理人員或質量管理部門一個部門的事情,它需要各個部門的密切配合,需要全員的共同參與。
持續改進:
持續改進整體業績是企業永恆的話題,持續改進是質量管理的原則和基礎,是質量管理的一部分,質量管理者應不斷主動尋求企業過程的有效性和效率的改進機會,持續改進企業的工作質量。
基於事實的決策方法:
質量管理要求尊重客觀事實,用數據說話,真實的數據既可以定性反映客觀事實,又可以定量描述客觀事實,給人以清晰明確的直觀概念,從而更好的分析和解決問題。
下工序是顧客:
作為企業的員工,工作時不能只考慮自己的方便,要明確自己對上工序的要求,充分識別下工序的要求,及時了解工序發來的反饋信息,把下工序當做顧客,經常考慮怎樣做才能使下工序顧客滿意。
規則意識:
規則意識是指發自內心的,以規則為自己行動準繩的意識。企業每個人都要樹立規則意識,敬畏規則,規則不合理,甚至不正確我們可以或者爭取改變,從內心樹立起規則意識,學習、遵循、監督和執行規則。
標準化預防再發生:
問題發生了,就要去解決,並且確保同樣問題不會再因同樣的理由而發生。問題解決後,要標準化解決方案,更新作業程式,實施SDCA循環。
尊重人性:
很多時候,質量工作需要與人溝通,企業經營者為了持續發展和提升質量,就要充分尊重從事的工作人員,使員工感受到工作的意義與價值,快樂工作才能更好地提供顧客滿意的工作質量。
![質量管理[實現質量目標進行的管理性質活動]](/img/2/def/nBnauM3XyYDN5MTMwMDM5UjM2UTM1QDN5MjM5ADMwAjMwUzLzAzLxczLt92YucmbvRWdo5Cd0FmLxE2LvoDc0RHa.jpg) 質量管理[實現質量目標進行的管理性質活動]
質量管理[實現質量目標進行的管理性質活動] 