
用途
送絲是焊接過程中非常重要的一個操作環節,手工氬弧焊焊接的送絲方法多採用焊工手指捻動焊絲來完成送絲過程,焊工操作送絲時非常不方便,因此,手工送絲準確性差、一致性差、送絲不穩定,從而導致了焊接生產效率低下,焊接成型一致性差。另外,焊工手持焊絲長度有限,長時間焊接時需要頻繁拿取焊絲,焊接效率較低,且每段焊絲焊接完成時都會留存一小段焊絲無法使用,造成了浪費。
新型TWA-I型自動送絲機是一種自動驅動的機械化送絲裝置,其主要套用於手工焊接自動送絲、自動氬弧焊自動送絲、等離子焊自動送絲和雷射焊自動送絲。系統採用微電腦控制,步進減速電機傳動,送絲精度高,可重複性好。
工作原理
自動送絲機一般有控制部分提供參數設定,驅動部分在在控制部分的控制下進行送絲驅動,送絲嘴部分將焊絲送到焊槍位置。
控制部分
具有滯後送絲和提前抽絲功能。
 控制部分
控制部分既可以實現單機自動控制(內控),也可以接收上位機控制(485通訊)。
既可以通過腳踏開關控制送絲和抽絲,也可以使用焊槍高頻開關實現同步控制(高頻進線、高頻出線)。
送絲速度0-1000mm/min(一般可按照客戶要求定製),送絲速度重複性誤差在±5%以內。
具有連續送絲及斷續送絲功能,且斷續送絲頻率及占空比可調。
驅動部分
 驅動部分
驅動部分自動送絲機送絲驅動部分一般是由可調預緊力壓桿、主動輪、從動輪組成。可調預緊力壓桿:用於壓緊焊絲,把手可旋轉調節壓緊度。
主動輪:電機帶動主動輪旋轉,為送絲提供動力。
從動輪:將焊絲壓入送絲輪上的送絲槽,增大焊絲與送絲輪的摩擦,送焊絲平穩的送出。
送絲嘴部分
送絲嘴部分可以將送絲嘴和焊槍進行相對固定,且能調整送絲的角度以及送絲嘴距離鎢極的距離,以保證焊接效果。
操作方法
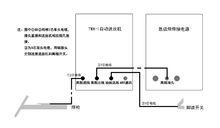 TWA-I型自動送絲機、焊接電源和焊槍裝配圖
TWA-I型自動送絲機、焊接電源和焊槍裝配圖01.將送絲機主體,送絲嘴利用送絲管連線起來,並安裝好合適的絲盤。02.如使用腳踏開關控制送絲和抽絲,只需將腳踏開關與控制臺上的送絲抽絲接口連線;如使用焊槍高頻開關同步控制送絲抽絲,則需將控制臺上的高頻出線接口與氬弧焊機上的高頻接口連線,然後將控制臺上的高頻進線與焊槍上的高頻引弧線連線。
03.若需上位機控制送絲機,需將控制臺上的內控通訊開關置於通訊側;若不需上位機控制送絲機,應將控制臺中的內控通訊開關置於內控側。
04.根據所選擇焊絲直徑安裝合適的送絲輪。
05.將電源插頭接好,打開電源開關,將送絲速度調節到最快,壓緊壓桿,踏下腳踏開關、或者使用控制臺上的送絲抽絲開關,使焊絲儘快到達送絲嘴。當焊絲通過送絲嘴時停止送絲。
06.調整送絲嘴,使其滿足焊接的角度需求。調整送絲機參數,選擇合適的送絲方式使其達到合適的速度。
07.打開焊機,正常焊接。
08.完成焊接後關閉電源開關,拔下電源插頭。
注意事項
一般事項
01、請務必遵守說明書規定的注意事項,否則可能發生事故。
02、輸入電源的設計施工、安裝場地的選擇、高壓氣體的使用等,請按照相關標準和規定進行。
03、無關人員請勿進入焊接作業場所內。
焊接煙塵危害
01、請使用規定的排風設備,避免發生氣體中毒和窒息等事故。
02、在容器底部作業時,保護氣體會沉積在周圍,造成窒息。應特別注意通風。
焊接弧光危害
01、請佩戴足夠遮光度的保護眼鏡。弧光會引起眼部發炎,飛濺及焊渣會燙傷眼睛。
02、請使用焊接用皮質保護手套、長袖衣服、帽子、護腳、圍裙等保護用品,以免弧光、飛濺及焊渣灼傷、燙傷皮膚。
火災爆炸事故
01、焊接場所不得放置可燃物,飛濺和燙焊縫會引發火災。
02、焊接電纜與母材要連線緊固,否則會發熱釀成火災。
03、請勿在可燃性氣體中焊接或在盛有可燃性物質的容器上焊接,否則會引起爆炸。
04、請勿焊接密閉容器,否則會破裂。
05、應準備滅火器,以防萬一。
防止旋轉傷人
01、請勿將手指、頭髮、衣服等靠近送絲輪等旋轉部件。
02、送進焊絲時,請勿將焊槍端部靠近眼睛、臉及身體,以免焊絲傷人。
