
特點
混合機底部出料方式:粉體物料採用氣動大開門結構形式,具有卸料快、無殘餘等優點; 高細度物料或半流體物料採用採用手動蝶閥或者氣動蝶閥,手動蝶閥經濟適用,氣動蝶閥對半流體的密封性好,但造價比手動蝶閥高。在需要加熱或冷卻的場合,可配置夾套。加熱方式有電加熱和導熱油加熱兩種方式可選:電加熱方便,但升溫速度慢,能耗高;導熱油加熱需要配置油鍋和導油動力、管道,投資較大,但升溫速度快,能耗較低。冷卻工藝可直接向夾套內注入冷卻水,夾套換熱面積大,冷卻速度快。電機與攪拌主軸之間通過擺線針輪式減速機直聯,結構簡單,運行可靠度高,維護方便。
適用範圍
廣泛套用於膩子膏、真石漆、乾粉、膩子、醫藥、食品、化學品、飼料、陶瓷、耐火材料等固-固(即粉體與粉體)、固-漿(即粉體與膠漿液)的混合,特別適應粘稠的物料混合。對纖維含量較大、密度差異大的物料混合,該混合機不適合。膩子膏、真石漆、生物、醫藥、食品等行業,建議使用不鏽鋼材質。一般情況下,混合含有玻化微珠的乾粉砂漿料,推薦臥式螺帶混合機快。電機與攪拌主軸之間通過擺線針輪式減速機直聯,結構簡單,運行可靠度高,維護方便。
 混合機攪拌器
混合機攪拌器材質的要求
根據物料情況使用者可以選配普通碳鋼和不鏽鋼等材質,如果物料腐蝕性太大,那么可以選用高標號的不鏽鋼材質或者選擇內襯耐腐層,根據材料使用級別要求表面處理可用粗拋、精拋、鏡面拋光處理。
技術參數
臥式螺帶混合機主要技術參數
| 型號規格m3 | LHY-0.25 | LHY-0.5 | LHY-1 | LHY-1.5 | LHY-2 | LHY-3 | LHY-4 | LHY-6 | LHY-8 | LHY-10 |
| 一次混合kg | 100-150 | 200-300 | 400-600 | 600-900 | 800-1200 | 1200-1800 | 1600-2400 | 2400-3600 | 3200-4800 | 4000-6000 |
| 電機功率KW | 3-5.5 | 4-11 | 7.5-15 | 11-18.5 | 15-22 | 18.5-30 | 22-37 | 37-55 | 37-55 | 45-75 |
| 設備重量kg | 500 | 900 | 1800 | 2500 | 3200 | 4100 | 5100 | 6300 | 7500 | 8900 |
選型原則
臥式螺帶混合機選型原則:
目前,許多用戶在粉料/粉體混合設備方面很多選擇國內原有的立式錐形混合設備,但專家建議,由於立式錐形混合機存在許多缺點、維修率很高,因此在粉料/粉體或顆粒狀物料混合時,應選擇臥式混合機,該設備混合效率高,混合質量好,卸料時間短,殘留量也少。但選擇及使用臥式混合機需注意以下幾點:
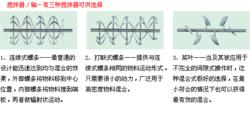
1. 根據每天生產量挑選臥混機。因混合機每批物料加工時間約10分鐘,加上出料及進料的時間,每批物料加工時間可按15分鐘計,則1小時可以連續加工4批料。如選擇每批加工量100千克的混合機,則每小時可加工400千克。用戶可以根據自己的需要挑選臥式混合機。
2.根據臥式螺旋帶式混合機工作原理,用於攪拌混合的雙螺旋帶向相反方向推送物料的能力應是基本一致的。由於內螺旋帶的螺距等於外螺旋帶,為達到推送物料的能力一致,內螺旋帶的寬度應大於外螺旋帶,否則會使物料向一個方向集中。因此,在選擇臥式混合機時要注意這一點。
3. 按設計原理,螺旋帶式混合機中螺旋帶與殼體之間的間隙可以為4毫米~10毫米,物料可以用摩擦力帶動全部參加混合。但由於粉碎粒度及物料的摩擦係數不一樣,因此會使各種組分的物料參加混合的時間不一樣,造成產品的不均勻性。目前有的廠家已意識到這一點並對產品作了改進。一種是注意加工精度,使底隙減少到3毫米左右;另一種是將主軸與殼體之間做成位置可調整的形式,根據磨損量可經常調整螺旋帶與殼體之間的間隙。在選擇混合機時,這兩種形式的產品應是最佳選擇。
4. 選擇臥式螺旋帶式混合機要注意出料方式。應與供應商及時溝通選擇適合自己工藝的閥門形式,同時不要選擇側口的出料形式。原因是:當混合機在規定時間完成攪拌混合後,最短時間內一次放清可保證物料的均勻度;如用側口螺旋帶逐漸放淨,一是耽誤時間,達不到預期生產率,二是物料本已達到最佳均勻度,過度攪拌反而會使物料離析,破壞了均勻度,從而失去了選用臥式混合機的意義。
5.使用臥式混合機要注意投料的次序。一般是先投大料,如玉米粉、豆粕粉等,然後 再投小組分料,如預混料。注意預混料一定不用螺旋提升機投料,套用一次性翻斗式投料,或用人工投料,這樣可以避免預混料中有效成分的離析流失。
6.使用臥式混合機,應在混合機啟動後再逐批投料。混合結束放料時也不要停機,出淨料後再混合一批。如果滿載後再啟動,會引起動力距太大而燒毀電機。
總之,選擇一個適用的臥式混合機並使用得當,將明顯提高混合料的質量,並很快就會在生產過程中反映出良性效果。如果能進一步掌握自配混料的技術,還可使物料成本大大降低,從而提高利潤。
出料方式
粉體物料採用氣動大開門結構形式,具有卸料快、無殘餘等優點;高細度物料或半流體物料採用採用手動蝶閥或者氣動蝶閥。可配置加熱或冷卻夾套。加熱方式有電加熱和導熱油加熱兩種方式。冷卻工藝可直接向夾套內注入冷卻水,夾套換熱面積大,冷卻速度快。小型號混合機採用減速機直聯方式,結構簡單,運行可靠度高,維護方便。大型號混合機採用皮帶輪帶動擺線減速機驅動,皮帶傳動的彈性連線有在超載時保護傳動部件的優勢。
適用範圍
套用於農藥、獸藥、食品、化學品、生物、養殖業、陶瓷、耐火材料、塑膠、複合肥等固-固(即粉體與粉體)固-漿(即粉體與膠漿液)的混合,還特別適應粘稠的物料混合。
出廠檢查規則
一、每台臥式螺帶混合機須經製造廠檢驗部門檢驗合格,並附有合格證後方可出廠。
二、每台臥式螺帶混合機出廠前必須在額定轉速下進行30 min的空載試驗,產品應達到以下要求。
1 、機器運轉正常、平穩,不得有異常聲音,操縱裝置靈活、可靠。
2 、各連線件、緊固件不得有鬆動現象。
3、成批生產的產品,每年至少應抽驗兩台,按JB/T9820.3的規定進行試驗,其結果應符合3.4的規定。
4、訂貨單位驗收產品時,應按本標準進行驗收。如不合格,應由生產廠返修後重新提交驗收。
在使用單位遵守製造廠所規定的混合機使用說明書條件下,從購進之日起1年內,因製造質量不良而發生損壞時,製造廠應包修、包換和包退。
5、 油漆塗層質量應按JB/T?5673的規定檢驗。
三、標誌、包裝、運輸與保管
1 、每台臥式螺帶混合機應在明顯位置固定產品標牌,標牌應符合GB/T?13306的規定,標牌應標明如下內容:
a)製造廠名稱;
b)產品名稱及型號;
c)主軸轉速;
d)生產率;
e)配套動力;
f)機重;
g)產品製造編號;
h)產品出廠日期。
2 、在機殼明顯位置用紅色箭頭標出轉子的旋轉方向。
3 、臥式螺帶混合機應包裝出廠,包裝應便於運輸,並保證產品不受損壞。
4 、隨同產品供應的附屬檔案(備件及工具)應齊全。
5 、每台產品應附有下列檔案:
a)裝箱清單;
b)產品質量檢驗合格證;
c)產品使用說明書;
d)用戶意見調查表。
6、全部檔案用塑膠袋裝好密封后,固定在箱內。
7、臥式螺帶混合機應存放在防潮、防雨的設施內。
