
粗糙螺栓套用場合
C級螺栓在傳遞剪力時,連線的變形較大,但傳遞拉力的性能尚好。因此鋼結構規範規定,C級螺栓宜用於沿其桿軸方向受拉的連線。規範同時指出,在下列情況下可用於受剪連線:
(1)承受靜力荷載結構中的連線或間接承受動力荷載結構中的次要連線。
(2)不承受動力荷載的可拆卸結構的連線。
(3)臨時固定構件用的安裝連線 。
粗糙螺栓尺寸
C級螺栓的直徑為16mm、18mm、20mm、22mm、24mm、27mm、30mm,常用的為16mm及20mm,C級螺栓的螺栓孔直徑可比螺栓桿大1~1.5mm。
粗糙螺栓制孔的加工方法
如果對A、B、C級螺栓孔加工方法不加區別,對A、B級螺栓孔採用C級螺栓孔的方法加工,使孔的精度、孔壁表面粗糙度、孔徑允許偏差均達不到規範規定,從而影響螺栓的安裝質量和受力性能。
因此,螺栓孔加工前應搞清A、B、C級螺栓孔的區別。按規範規定:A、B級螺栓孔(Ⅰ類孔)應具有H12的精度,孔壁表面粗糙度Ra不應大於12.5μm,其孔徑的允許偏差應符合下表1的規定,其加工工藝方法是先鑽小孔,組裝後鉸孔或銑孔才能達到質量標準。而C級螺栓孔(Ⅱ類孔)孔壁表面粗糙度Ra不應大於25μm,允許偏差應符合下表2的規定,加工時可直接鑽出孔。制孔時應嚴格認真檢查,檢查數量為按鋼構件數量抽查10%,且不應小於3件,檢驗方法為用遊標卡尺或孔徑量規檢查 。
| 序號 | 螺栓公稱直徑、螺栓孔直徑(mm) | 螺栓公稱直徑允許偏差(mm) | 螺栓孔直徑允許偏差(mm) | 檢驗方法 |
| 1 | 10~18 | 0.00;——0.18 | +0.18;0.00 | 用遊標卡尺或孔徑量規檢查 |
| 2 | 18~30 | 0.00;——0.21 | +0.21;0.00 | |
| 3 | 30~50 | 0.00;——0.25 | +0.25;0.00 |
| 項目 | 允許偏差(mm) | 檢驗方法 |
| 直徑 | +1.0;0.0 | 用遊標卡尺或孔徑量規檢查 |
| 圓度 | 2.0 | |
| 垂直度 | 0.03t,且不應大於2.0 (t指板件厚度,mm) |
(1)選擇合理恰當的制孔方式。鑽孔有兩種方式:人工鑽孔和工具機鑽孔。前者由人工直接用手槍式或手提式電鑽鑽孔,多用於鑽直徑較小、板料較薄的孔,亦可採用壓桿鑽孔,如下圖所示。由兩人操作,可鑽一般性鋼結構的孔,不受工件位置和大小的限制。後者用台式或立式搖臂式鑽床鑽孔,施鑽方便,工效和精度高。
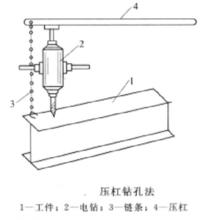 壓槓鑽孔法
壓槓鑽孔法沖孔是用沖孔機將板料衝出孔來,效率高,但質量較鑽孔差,僅用於非圓孔和薄板制孔。
擴孔是將已有孔眼擴大到需要的直徑,主要用於構件的拼裝和安裝,如疊層連線板孔。
鍃孔是將已鑽好的孔上表面加工成一定形狀的孔,常用的有錐形埋頭孔、圓柱形埋頭孔等。
(2)構件鑽孔前應進行試鑽,經檢查認可後方可正式鑽孔。鑽制精度要求高的精製螺栓孔或板疊層數多、長排連線、多排連線的群孔,可藉助鑽模卡在工件上制孔,使用鑽模厚度一般為15mm左右,鑽套內孔直徑比設計孔徑大0.3mm。為提高工效,亦可將同種規格的板件疊合在一起鑽孔,但必須卡牢或定位焊固定,成對或成副的構件,宜成對或成副鑽孔,以便構件組裝。
(3)沖孔注意事項:
①沖孔的直徑應大於板厚,否則易損壞沖頭。沖孔下模上平面的孔應比上模的沖頭直徑大0.8~1.5mm。
②構件沖孔時,應裝好沖模,檢查沖模之間間隙是否均勻一致,並用與構件相同的材料試沖,經檢查質量符合要求後,再正式沖孔。
③大批量沖孔時,應按批抽查孔的尺寸及孔的中心距,以便及時發現問題,及時糾正。
④擴孔時,常先把零件孔鑽成比設計值小3mm的孔,待整體組裝後再行擴孔,以保證孔眼一致,孔壁光滑。用於鑽直徑30mm以上的孔,先鑽成小孔、後擴成大孔,以減小鑽端阻力.提高工效。
擴孔工具一般採用擴孔鑽或麻花鑽,用麻花鑽擴孔時,需將后角修小,使切屑少而易於排除,可提高孔的表面粗糙度。
⑤錐形埋頭孔應以專用錐形鍃鑽制孔或用麻花鑽改制.將頂角磨成所需要的大小角度,圓柱形埋頭孔套用柱形鍃鑽,用其端面刀刃切削,鍃鑽前端設導柱導向,以確保位置正確。
粗糙螺栓與精緻螺栓的比較
C級螺栓直徑與孔徑相差1.0~2.0mm,A、B級螺栓直徑與孔徑相差0.3~0.5mm。C級螺栓安裝簡單,便於拆裝,但螺桿與鋼板孔壁接觸不夠緊密。當傳遞剪力時.連線變形較大,故C級螺栓宜用於承受拉力的連線。A、B級螺栓的受力性能較C級好,但因其加工費用較高且安裝費時費工,目前建築結構中很少採用 。
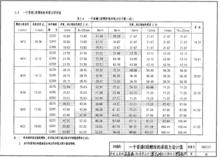
粗糙螺栓的承載力設計值
一個普通的C級螺栓的承載力設計值如下圖表中所示:
 粗糙螺栓
粗糙螺栓