成形方法和特點
真空成形方法主要有凹模真空成形、凸模真空成形、凹凸模先後抽真空成形、吹泡真空成形、輔助凸模真空成形和帶有氣體緩衝裝置的真空成形等方法 。
凹模真空成形
凹模真空成形是最常用的真空成形方法,如圖 1所示。把板(片)材四周固定並密封在模腔的上方,加熱器將板(片)材加熱至軟化 [ 見圖1(a)] ,然後將型腔內的空氣抽出形成真空,使板(片)材在大氣壓力下貼緊模具型腔而成形[ 見圖1(b)],當塑件冷卻定型後,再由下方抽氣孔通入壓縮空氣將成形後的製品吹出 [ 見圖1(c)]。
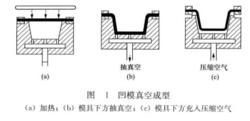 圖1 凹模真空成型
圖1 凹模真空成型凹模真空成形適用於深度不大的製品,若製品深度過大,塑膠板(片)材伸長過大將造成底部太薄,凹模真空成形製品的外觀尺寸精度高。
凸模真空成形
如圖 2所示,塑膠板(片)材被夾緊框夾緊在凸模上方,加熱至軟化[見圖2(a)]。接著夾緊框下移,軟化的塑膠板(片)材像帳篷一樣覆蓋在凸模上,即被冷卻而失去減薄能力[見圖2(b)]。然後將板(片)材與凸模之間的空氣抽出形成真空,塑膠板(片)材邊緣及四周緊貼在凸模上減薄而成形[見圖2(c)]。凸模真空成形法成形的製品,內形尺寸精度高,底部較厚不減薄。
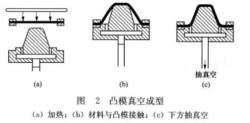 圖2 凸模真空成型
圖2 凸模真空成型凸模真空成形多用於有凸起形狀的薄壁塑件,成形塑件的內表面尺寸精度較高。
凹凸模先後抽真空成形
凸凹模先後抽真空成形如圖 3所示。首先把塑膠板緊固在凹模上加熱,如圖3(a)所示。軟化後將加熱器移開,然後通過凸模吹入壓縮空氣,而凹模抽真空使塑膠板鼓起,如圖3(b)所示。最後凸模向下插入鼓起的塑膠板中並且抽真空,同時向凹模內通人壓縮空氣,使塑膠板貼附在凸模的外表面而成形,如圖3(c)所示。
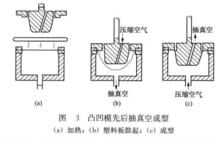 圖3 凸凹模先後抽真空成型
圖3 凸凹模先後抽真空成型這種成形方法,由於將軟化了的塑膠板吹鼓,使板材延伸後再成形,故壁厚比較均勻,可用於成形深型腔塑件。
吹泡真空成形
有些要求壁厚大致均勻的吸塑件,也可以用吹泡真空成形,模具結構如圖 4所示。用置於密閉箱中的凸模成形。首先將片材加熱,如圖4(a)所示。然後向密閉箱內送人壓縮空氣,把片材向外吹漲,再將凸模升起,與片材之間形成密閉狀態,如圖4(b)所示。最後由凸模上的氣孔抽真空,利用外面的大氣壓力使它成形,如圖4(c)所示。
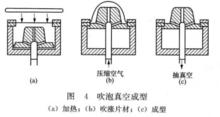 圖4 吹泡真空成型
圖4 吹泡真空成型這種成形方法是預先把片材各部同時減薄,使最後成形時塑件的厚度大體一致。
輔助凸模真空成形
輔助凸模真空成形分為下向真空成形和上向真空成形。
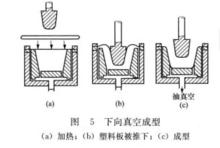 輔助凸模真空成型
輔助凸模真空成型下向真空成形如圖 5所示,首先將同定於凹模的塑膠板加熱至軟化狀態,如圖 5(a)所示。 接著移開加熱器,用輔助凸模將塑膠板推下,使凹模里的空氣被壓縮,軟化的塑膠板由於輔助凸模的推力和型腔內封閉的空氣移動而延伸,如圖5(b)所示,然後凹模抽真空成形。
上向真空成形如圖 6所示,上向真空成形的優點是在成形時材料先不接觸凹模,材料加熱後膨脹懸垂,如圖6(a)所示。此時輔助凸模向上升起,把片材在沒有凹模的狀態下拉成初型,這樣可以使片材的厚度變化更趨於均勻,如圖6(b)所示。如果使用下向真空成形,則片材首先接觸凹模,接觸處被冷卻,厚度不再變化,成形效果較差。
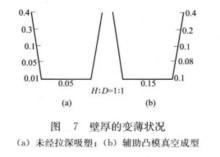 圖7 壁厚的變薄狀況
圖7 壁厚的變薄狀況單純靠抽真空和大氣壓力使片材成形,由於各部分的變形率不同而引起塑件壁厚的不均勻。當璧厚過於薄時,塑件往往易破而失去使用價值,採用輔助凸模真空成形,可使塑件底部及隅角部的減薄得到改善,如圖7(a)所示,未經拉深的吸塑,其底部及隅角部明顯減薄。如圖7(b)所示,為輔助凸模真空成形,底部及隅角部的減薄得以改善。
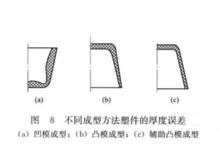 圖8 不同成型方法塑件的厚度誤差
圖8 不同成型方法塑件的厚度誤差當型坯厚度大於5mm時。應採用輔助凸模真空成形。不同成形方法塑件的厚度誤差如圖 8所示。
帶有氣體緩衝裝置的真空成形
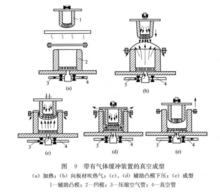 圖9 帶有氣體緩衝裝置的真空成型
圖9 帶有氣體緩衝裝置的真空成型如圖 9所示。這是柱塞和壓縮空氣並用的形式。把塑膠板加熱後和框架一起輕輕地壓向凹模,然後向凹模腔內吹入壓縮空氣,把加熱的塑膠板吹鼓,多餘的氣體從板材和凹模的縫隙中逸出,同時從板材上面通過輔助凸模的孔吹出已加熱的空氣,這時板材就處於兩個空氣緩衝層之間,如圖9(a)、(b)所示,輔助凸模逐漸下降,如圖 9(c)、(d)所示。最後輔助凸模內停止吹入壓縮空氣,凹模抽真空,使塑膠板貼附在凹模型腔上成形,同時輔助凸模升起,如圖 9(e)所示。這種方法成形的塑件壁厚較均勻,並且可以成形較深的塑件 。
成形原理
真空成形是將熱塑性塑膠板材、片材固定在模具上,用輻射加熱器進行加熱使之達到軟化溫度,然後用真空泵把模具與板(片)材之間的空氣抽去,使板(片)材型坯按模具輪廓成形,隨著真空度的提高,型坯下方的成形壓力只有0.06-0.085MPa,而型坯上方的空氣壓力仍保持在0.1 MPa左右。冷卻定型後用壓縮空氣將製品從模具中吹出而脫模。
真空成形所加工的材料為薄片狀的聚氯乙烯、聚苯乙烯、聚乙烯等 。
真空成形特點
(1)節省原輔材料、製品重量輕、運輸方便、密封性能好,符合環保綠色包裝的要求;
(2)能包裝任何異形產品,裝箱無需另加緩衝材料;
(3)被包裝產品透明可見,外形美觀,便於銷售;
(4)被包裝產品適合機械化、自動化包裝,便於現代化管理、節省人力、提高效率 。
