
介紹
焊接位置簡稱焊位。施焊時,焊縫對於施焊者的相對空間位置。有平焊、橫焊、立焊和仰焊等位置。平焊系指施焊者俯首進行的水平焊接,故又稱俯焊;對於T形連線中的焊縫,常將T形焊件按45°放置,形成俯焊縫施焊位置,這時又稱船形焊。橫焊系指施焊者進行大致與手臂同高的水平焊接。立焊系指施焊者進行由下而上的垂直焊縫焊接。仰焊系指施焊者仰首進行的水平焊縫焊接。平焊最易保證焊接質量,橫焊次之,立焊又次之,仰焊最難保證質量,應儘量避免。
分類及特點
焊接位置指熔焊時焊件接縫所處的空間位置,可用焊縫傾角和焊縫轉角來表示,有平焊、立焊、橫焊和仰焊位置等,在其位置上進行的焊接分別稱為平焊、立焊、橫焊和仰焊。
1.平焊位置
焊縫傾角為0°~5°、焊縫轉角為0°~10°的焊接位置稱為平焊位置。在平焊位置的焊接稱為平焊和平角焊。
2.橫焊位置
焊縫傾角為0°~5°、焊縫轉角為70°~90°的焊接位置稱為橫焊位置。在橫焊位置進行的焊接稱為橫焊。焊縫傾角為0°~5°、焊縫轉角為30°~55°的焊接位置稱為角焊縫橫焊位置。在角焊縫橫焊位置進行的焊接稱為橫角焊位置。
3.立焊位置
焊縫傾角為80°~90°、焊縫轉角為0°~180°的焊接位置稱為立焊位置,在立焊位置進行的焊接稱為立焊和立角焊。
4.仰焊位置
對接焊縫焊接時,焊縫傾角為0°~15°、焊縫轉角為165°~180°的焊接位置稱為仰焊位置。角焊縫焊接時,焊縫為0°~15°、焊縫轉角為115°~180°的焊接位置稱為仰角焊位置,在仰焊位置進行的焊接稱為仰焊和仰角焊。
5.船形焊
T形、十字形和角接接頭處於平焊位置進行的焊接,稱為船形焊。這種焊接位置相當於在90。角V形坡口內的水平對接焊。
6.全方位焊接
水平固定管的對接焊縫,包括平焊、立焊和仰焊等焊接位置,在類似這樣的焊接位置施焊時,稱為全方位焊接。在平焊位置施焊時,熔滴可藉助重力落人熔池。熔池中氣體、熔渣容易浮出表面。平焊可以用較大電流焊接,生產效率高,焊縫成形好,焊接質量容易保證。因此,一般應儘量在平焊位置施焊。當然,在其他位置施焊也能保證焊接質量,但對焊工操作技術要求較高。
相關圖示
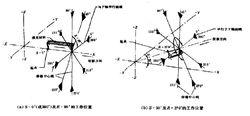
焊縫傾角
焊縫軸線與水平面之間的夾角(如下圖所示)。
 焊縫傾角
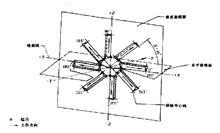
焊縫傾角焊縫轉角
焊縫中心線(焊根和蓋面層中心連線)和水平參照面Y軸的夾角(如下圖所示)。
 焊縫轉角
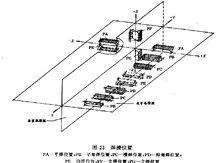
焊縫轉角各種位置
平焊、平角焊、橫焊、仰角焊、仰焊、立焊等位置見下圖(如下圖所示)。
 焊接位置
焊接位置