
內容與適用
主要內容與適用範圍
本標準規定了液體包裝用聚乙烯吹塑薄膜(以下簡稱薄膜)的技術要求、試驗方法、檢驗規則及標誌、包裝、運輸、貯存。
本標準適用於以低密度聚乙烯樹脂、線性低密度聚乙烯樹脂或其共混物為主要原料,經吹塑、印刷、分切製得的薄膜。
薄膜可用於各類自動灌裝機包裝牛奶、豆奶、醬油、豆腐、飲料,不宜用於包裝食醋、油脂。
引用標準
GB 1037 塑膠薄膜和片材透水蒸氣性試驗方法杯式法
GB 1038塑膠薄膜透氣性試驗方法
GB 2828逐批檢查計數抽樣程式及抽樣表(適用於連續批的檢查)
GB 2918塑膠試樣狀態調節和試驗的標準環境
GB 4456包裝用聚乙烯吹塑薄膜
GB 5009.6.食品包裝用聚乙烯、聚苯乙烯、聚丙烯成型品衛生標準的分析方法
GB 5738飲料塑膠周轉箱
GB 6672塑膠薄膜和薄片厚度的測定機械測量法
GB 6673塑膠薄膜與片材長度和寬度的測定
GB 9639塑膠薄膜和薄片抗衝擊性能試驗方法自由落鏢法
GB 9687食品包裝用聚乙烯成型品衛生標準
GB 10006塑膠薄膜和薄片摩擦係數測定方法
GB 13022塑膠薄膜拉伸性能試驗方法
ZB Y 28004塑膠薄膜包裝袋熱合強度測定方法
技術要求
3.1規格尺寸
3.1.1寬度及極限偏差應符合表1要求。
 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜3.1.2厚度及偏差應符合表2要求。
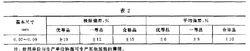 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜3.1.3每卷薄膜接頭數及每段長度應符合表3要求。
 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜3.2外觀應符合表4要求。
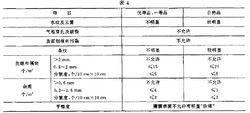 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜3.3物理機械性能應符合表5要求。
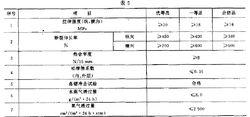 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜3.4印刷質量應符合表6要求。
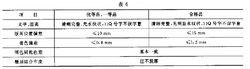 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜3.5薄膜衛生性能應符合GB9687的規定。
3.6膜卷質量要求
3.6.1膜卷表面不允許有明顯“暴筋”,端面錯位不大於2mm,芯管兩端與端面基本齊平。
3.6.2膜卷芯管的標準內徑應為76mm。
3.6.3接頭處套用薄形寬膠帶整個寬度上下平接。
3.6.4膜卷印刷面應朝外。
試驗方法
4.1取樣方法
在去掉膜卷外端3m後剪取長為4m的樣品4塊,一塊作規格、外觀及印刷質量檢驗,一塊作物理機械性能測試,一塊作衛生性能檢驗,一塊備用。
4.2試樣狀態調節和試驗的標準環境按GB2918規定進行。
溫度:(23士2)'C;
濕度:常濕;
狀態調節時間:1h以上。
寬度的測定按GB6673規定進行。
厚度的測定按GB6672規定進行。
4.4.1結果計算與表示
根據式(1)算出相對於公稱厚度的厚度極限偏差和平均偏差的百分比。
 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜4.5外觀檢查
按GB4456中2.4條檢驗。
4.6印刷質量檢查
4.6.1印刷文字、圖案、色差在自然光線下目測。
4.6.2版面位置偏差、套色偏差用精度為0.5mm的鋼直尺檢查。
4.6.3墨層結合牢度的檢查
按GB5738附錄A2規定進行。
4.7物理機械性能的測定
4.7.1拉伸強度和斷裂伸長率的測定
按GB13022規定進行。
取I形樣條,拉伸速度為(250士50)mm/min。
4.7.2熱合牢度的測定
按ZBY28004規定進行。
將二張同向薄膜(印刷面朝外)熱合在一起,焊縫與薄膜縱向垂直,熱合條件由生產廠提供或在溫度為120-150℃,時間為1s的條件下熱封,然後截取寬(15士0.1)mm、長(100士1)mm的樣條5片,試驗速度為(300士20)mm/min,
4.7.3動摩擦係數的測定
按GB10006規定進行。
4.7.4落鏢衝擊試驗應符合表7要求,落鏢高度660mm。
 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜按GB 9639規定以通過法對膜表面進行試驗,確認10個試樣中半數以上試樣沒有破損時,其衝擊試驗為合格
4.7.5水蒸氣透過量的測定
按GB1037規定進行。
溫度:(38士1)℃。
4.7.6氧氣透過量的測定
按GB1038規定進行。
溫度:(23士2>℃。
4.8衛生性能的測定
按GB5009.60規定進行
4.9膜卷質量檢查
4.9門“暴筋”在自然光線下目測。
4.9.2端面錯位用精度為0.5mm的鋼直尺檢查
檢驗規則
組批
薄膜驗收以批為單位,以同一牌號原料、同一工藝條件生產的同一規格的薄膜400卷以下為一批同一交付批號產品為一個交付檢驗批。
抽樣
薄膜規格尺寸、外觀、印刷質量及膜卷質量按GB2828規定的二次正常抽樣方案進行,其中一般檢驗水平為I,合格質量水平(AQL)為6.5,見表8。
 液體包裝用聚乙烯吹塑薄膜
液體包裝用聚乙烯吹塑薄膜檢驗方案
5.3.1出廠檢驗
出廠檢驗項目按3.1,3.2,3.3中1,2,3,5及3.4,3.6條要求進行檢驗。
5.3.2型式檢驗
型式檢驗項目為技術要求中的全部項目。有下列情況之一時,應作型式檢驗:
a.連續生產6個月時;
b.配方、工藝有較大變更時,
c.停產3個月恢復生產時;
d.出廠檢驗結果與上次型式檢驗有較大差異時;
e.質量監督檢驗機構提出要求時。
判定規則
5.4.1樣本單位質量的判定
按本標準中規定的項目進行檢驗,檢驗結果有一項不符合本標準規定,則判該樣品為不合格品。
5.4.2交付批質量判定
5.4-2.1樣本中被檢出的規格尺寸、外觀、印刷質量及膜卷質量不合格樣本單位數量不超過表7中所允許的合格判定數(Ae)時,則判交付批質量合格,整批產品應被接收;超過所允許的不合格數(Re)時,應拒收整批產品;如在Ae與Re之間,可第二次抽樣按表7判斷。
物理機械性能按檢測結果,其中一項不合格時,應在原批中的雙倍卷數中取樣,對不合格項目複測,複測結果均應符合本標準規定,否則判整批為不合格品。
5.4.2.2拒收批未經剔除不合格品時,不得再次提交檢驗。
5.5 需方對產品質量產品疑間或有不同意見,應在規定的產品貯存期內提出,雙方意見不統一時,則應由共同聘請的法定仲裁單位按本標準進行仲裁。
包裝運輸
標誌
每卷薄膜內、外包裝應附有產品合格證,合格證中包裝下列內容:
a.製造廠名;
b.產品名稱;
c.商標;
d產品規格及質量;
e.製造日期或生產批號;
f.等級;
9.檢驗員章;
h·標準號。
包裝
每卷薄膜用聚乙烯薄膜為內包裝袋,再豎立裝入瓦楞箱中,並用塑膠打包帶紮緊。特殊包裝由供需雙方協定。
運輸
薄膜在運輸過程中應輕拿輕放,並豎立堆放,防止機械碰撞和雨淋曝曬,保證包裝完整,防止有毒及異味物質污染。
貯存
薄膜應貯存於清潔、陰涼、乾燥的庫房內,不得使薄膜擠壓或損傷,距熱源不少於2m,貯存期限從生產之日起不超過半年。
