
簡介
注壓硫化就是將預熱的未硫化橡膠注射到一個密閉的、在高壓下加熱的模具裡邊。注壓硫化有平板硫化所沒有的一些優點。由於它是自動的循環硫化。所以硫化物有較均勻的物理特性。彈性體製品成品的物理特性也較好,因為膠料僅在短期內保持較高的溫度。與平板法相比,注壓法一般有較好的橡膠—金屬的粘結性能。
當需要生產中高產量的橡膠製品時,注壓法最有用處。由於硫化周期較快並且不像平板硫化那樣必須準備模具用的雛形膠坯,這樣就節省了勞動成本和原料。
膠料或半成品放在金屬模具的模腔內,從模外加熱、加壓一段時間,製得與模腔形狀相同的模型製品,例如汽車外胎、內胎、三角帶、密封圈以及橡膠零件等加壓硫化為模型硫化,是間歇生產,常使用平板硫化機、個體硫化機(單模硫化機)和罐式平板硫化機等。
注壓硫化對膠料要求
注壓硫化對膠料有如下要求:
①具有優良的可注壓性,一般要求膠料粘度較低,對壓出膨脹性要求不高。
②具有足夠長的焦燒時間。
③硫化速度快,即硫化起步硫化曲線陡峭上升。
④具有優良的抗硫化返原性。對於高溫硫化的厚製品,此點尤為重要。
橡膠的注壓硫化工藝
注壓硫化的原理
注壓硫化就是在高溫密閉的模具中注壓經過預熱而塑化的膠料,並在短時間內(幾十秒或1分鐘)達到硫化的效果的一種先進的成型工藝,原理如下圖所示。
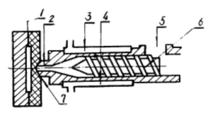 注壓硫化的原理
注壓硫化的原理注壓硫化與模壓硫化的區別
根本區別在於注壓硫化過程中膠料在料筒中首先加熱,膠料注入模具後又繼續加熱如上圖結構所示。當膠料預熱到一定程度及經注壓時,在噴嘴處的溫度已接近硫化溫良,製品的外表開始軟化時中央部位也已達到硫化程度。因此可以實現高溫快速硫化。
注壓設備
a、單模台簡易柱塞注壓機
b、單模台螺桿臥式注壓機
c、帶旋轉台的多模台柱塞注壓機
d、多模台螺桿轉台式注壓機
