
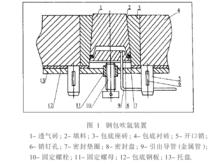
25MnNi鋼爐外吹氬精煉工藝
隨著鐵路運行速度的不斷提高和搖枕、側架壽命管理的實施,對鑄件的材料質量和安全保障能力的要求越來越高。採用爐外精煉工藝,是提高鑄件材料質量最有效的方法之一。
目前國內外冶金界採用的爐外精煉方法大致可分為4大類:真空精煉法,非真空精煉法(又稱氣體稀釋法),噴粉及合金元素添加法(如餵線法)和渣洗法。結合工廠現有工藝,採用“鋼包吹氬精煉工藝”較為理想。其精煉過程為:鋼水出到包中後,將氬氣從包底吹入包中,通過控制吹氬的壓力和時間,使鋼水沸騰精煉,達到均勻鋼液化學成分和溫度,加快化學反應,去除有害氣體和夾雜物,淨化鋼液等目的。
吹氬精煉的機理
1、攪拌
攪拌是加速精煉、促進鋼的化學成分和溫度均勻以及夾雜物上浮的重要條件。從包底吹入氬氣,氬氣對鋼水所做的功W為:
W=QLTL/22.4 [Z(1-Tn/TL)+ lnP1/P2]
式中
Q——實際氣體流量;
L——阿伏加德羅常數;
Tn——氬氣的溫度;
TL——鋼水的溫度;
P1——進入透氣磚氬氣的壓力;
P2——鋼水面上的壓力;
Z——攪拌係數。
由上式看出,在吹氬攪拌時,可以用加大吹氬量Q,提高真空度(降低P2),增大鋼水深度h0以及增加透氣磚的數量(提高Q的利用率)來提高比攪拌功率。
2、去除氣體
鋼中氣體主要是氫氣和氮氣,溶解在鋼中的氫析出是造成鋼產生白點、裂紋的主要原因,溶解在鋼中來不及析出的氫會降低鋼材的強度和塑性,特別是對斷面收縮率、延伸率和衝擊韌性的降低的影響更為嚴重。而鋼中的氮可使鋼材產生時效脆化,降低衝擊韌性,且引起冷脆傾向,因此應儘可能降低鋼中的氫、氮含量。
電弧爐冶煉過程中,利用碳—氧沸騰的方式去除鋼中的氫、氮,為進一步降低其含量,出鋼後,向包內吹氬是一種較為簡單和實用的方法。從包底吹入氬氣後,氣體去除過程由3個環節組成,即氣體原子由鋼液向氣—液界面擴散;在氣—液界面進行化學反應使氣體原子變成分子;氣體分子向氣相擴散。其中,氣體原子由鋼液向氣—液界面擴散是去氣過程的限制環節。
設鋼液中溶解有氣體G,與外壓有關的氣體總壓力為P。鋼中吹入氬氣後,氬氣在鋼水中溶解量VAr為:
VAr=224/MG PK G(1/[%G]-1/[%G])
式中
KG——鋼中溶解G氣體的平衡常數;
[%G]——鋼中最終G氣體的含量;
[%G]——鋼中G氣體的原始含量;
MG—— G氣體的相對分子量。
當去氫時:
VAr=112PK H(1/[% H]-1/[% H])
當去氮時:
VAr=8PK N(1/[% N]-1/[% N])
以上關係是在氣液兩相達到平衡的前提下推導出來的,如果氣泡在鋼液中上升的過程中無法與鋼液達到平衡,G氣體的壓力必然小於其平衡分壓,為了去除同等量氣體,就必須吹入較多的氬氣,這樣就要引入去氣效率的概念1/f(f<1),f通常由試驗確定,即
(VAr)實際=(VAr)理論(1/f)
當對鎮靜鋼吹氬時,f為0.44~ 0.75。
從以上關係可以看出:
(1)當其餘條件不變時,氬耗量與氣體的總壓力(即鋼液面上的外壓P)成正比。
(2)在一定範圍內,吹氬量愈大,鋼中G氣體含量愈低,即去氣效果愈好。
3、去夾雜物
液態鋼中排除夾雜物的直徑在150μm以下時,其上浮速度服從斯托克斯定律,即夾雜物上浮的速度與其半徑的平方、鋼液和夾雜物密度之差成正比,與鋼液的粘度成反比。由於氬氣的攪拌,鋼中的小顆粒夾雜物彼此碰撞幾率增高,促進夾雜物聚合長大而加快了上浮速度,同時在氬氣泡不斷上升長大的過程中,一些夾雜物也吸附在氬氣泡的表面而被帶出,從而淨化了鋼液,提高了鋼水質量。
工藝試驗
鋼包吹氬試驗主要在軸承鋼GCr15上進行,共試了30爐,而對鉻合金結構鋼和碳素結構鋼則是結合爐內熔氧合一進行工藝試驗,下面把GCr15鋼包吹氬試驗的情況作一簡要介紹。
1、試驗裝置
採用5t電弧爐煉鋼。其中的引出導管一端與膠皮管連線,另一端與流量計和氬氣瓶出口處的減壓表相連,氬氣的開關和壓力由減壓表控制。
 氬樣精煉法
氬樣精煉法2、試驗工藝
包中吹氬處理。
3、試驗方法
(1)出鋼後先在包中取第1批試樣,然後開始吹氬氣。氬氣從包底的透氣磚吹入包中,透氣磚的位置一般在包底澆注口火眼半徑圓的對面處。透氣磚的透氣度應不小於75 L,採用掛釉封閉。
(2)氬氣的壓力控制在0.2~0.5MPa,吹氬時間為3~5min,一般氬氣消耗量為0.2~0.3m /t,吹氬後鎮靜時間不小於2min,然後開始澆注,澆注第1盤鋼錠後,取第2批試樣,以進行吹氬前後的對
25MnNi鋼爐外精煉的可行性
25MnNi鋼的化學成分雖然和GCr15軸承鋼的化學成分不同,工藝存有差異,但在電弧爐中都是採用氧化法、三期冶煉,基本的工藝過程是相同的,其冶煉過程中氣體和非金屬夾雜物的變化規律也是一致的,出鋼後在鋼包中的狀況也基本相似。因此,25MnNi鋼的爐外精煉方法完全可以借鑑GCr15軸承鋼爐外精煉的方法。其精煉工藝可設計為:電弧爐熔化→氧化→還原(白渣出鋼)→同爐渣洗→鋼包吹氬→鎮靜→澆注。
結論
(1)鋼包吹氬精煉工藝對減少鋼中有害氣體和非金屬夾雜物的含量有明顯的效果,並可使夾雜物尺寸減小,但不能改變夾雜物的組成和基本性質。
(2)該冶煉法工裝簡單(較其它爐外精煉法),工藝較易掌握,且效果明顯,易於在生產中推廣套用。
(3)由於冶煉方法上的差異在試用爐外精煉工藝時,還應根據25MnNi鋼的具體情況確定最佳的出鋼溫度,吹煉時間,氬氣的壓力和氬氣用量,以便制訂出符合25MnNi鋼的爐外吹氬精煉工藝規程。
