簡介
氟利昂管路可採用銅管,也可採用無縫鋼管。管徑較大時(d≥25mm),採用無縫鋼管。連線方式與氨管路相同。管徑較小時則多採用紫銅管。紫銅管安裝前也應仔細清洗,可用四氯化碳充灌。如管內殘留氧化皮等污物時,可用20%的硫酸溶液進行酸洗,然後用冷水沖洗,再用3%~6%碳酸鈉溶液中和,最後再用冷水沖洗並吹乾,封存後待用。
紫銅管的連線可採用銀釺焊或銅焊。銀釺焊焊接溫度低,焊料流動性好;銅焊則焊接強度高、價格便宜,但因所需溫度高,焊接時易產生氧化皮等。
 圖1 紫銅管焊接的連線方式
圖1 紫銅管焊接的連線方式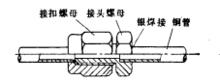 圖2 喇叭口螺紋連線方式
圖2 喇叭口螺紋連線方式 圖3 擴口工具
圖3 擴口工具相同直徑管子釺焊時,應採用插入式焊接結構。即將其中一根紫銅管的一端用沖模擴口,然後將另一根管子插入,如圖1所示,其中a)兩管對焊,b)管與連線螺母對焊。將管子接頭處加熱均勻,撒上硼砂粉,再用焊槍焊接。在需要拆卸和檢修部位,可採用喇叭口螺紋連線,如圖2所示。左面銅管的擴口端局部退火,使其軟化,然後銼平,去掉管口毛刺與飛邊,套上接扣螺母,用擴口器脹成喇叭形,然後與接頭螺母連線。當旋緊接頭螺母時,應輕輕搖動銅管,使喇叭口均勻貼合在接管座與接扣螺母中的錐體之間。擴口時喇叭口處不應有裂紋,否則會產生泄露。右端銅管則與接頭焊接而成。擴口工具如圖3所示。
擴脹喇叭口注意事項
(1)將銅管放入擴口工具內與管徑相同的孔徑的孔中;
(2)銅管管口只需露出喇叭口斜面高1/3處,不宜過高;
(3)擠壓時,將銅管緊固,慢慢旋轉頂壓器的螺桿,如過快則會出現裂縫、單偏等現象。銅管的彎曲應由彎管工具來進行,且彎曲半徑應為(4-5)d。
管道安裝注意事項
管道在安裝前,必須清除管內泥沙、鐵鏽、焊渣、氧化皮等髒物,並保持乾燥。管路的布置應有利於工藝流程的要求,並考慮到施工安裝及運行管理的方便;管道的布置應不妨礙壓縮機及其它設備的運行及操作管理,不妨礙設備的檢修以及門窗的開啟。
管道離牆、頂棚以及管道之間都應有合適的距離,以便安裝隔熱層和管道吊架、支架。在同一個立面上,如果既有低溫管道又有高溫管道時,高溫管道應布置在低溫管道上方,並保持適當距離。
管道穿過牆壁或頂棚時應裝套管,以便管道因溫度變化時有伸縮的餘地。如果系低溫管道,還應考慮留有足夠厚度的隔熱層位置。
壓縮機的吸、排氣連線管都應有一定的坡度。為了防止壓縮機停車後,管道內的製冷劑蒸氣凝結成的液體和潤滑油倒流入壓縮機,造成第二次啟動時的液擊現象,排氣管的水平管段應有0.01的坡度,且坡向製冷劑的流動方向。對於水平段吸氣管段,氟利昂壓縮機則應有0.01坡向壓縮機的坡度,以利回油。
