
切削類型
1.自由切削與非自由切削
刀具在切削過程中,如果只有一條直線刀刃參加切削工作,這種情況稱之為自由切削。其主要特徵是刀刃上各點切屑流出方向大致相同,被切金屬的變形基本上發生在二維平面內。由於主切削刃長度大於工件寬度,沒有其它刀刃參加切削,且主切削刃上各點切屑流出方向基本上都是沿著刀刃的法向,所以它是屬於自由切削。反之,若刀具上的刀刃為曲線,或有幾條刀刃(包括主切削刃和副切削刃)都參加了切削,並且同時完成整個切削過程,則稱之為非自由切削。其主要特徵是各刀刃交接處切下的金屬互相影響和干擾,金屬變形更為複雜,且發生在三維空間內。例如外圓車削時除主切削刃外,還有副切削刃同時參加切削,所以它是屬於非自由切削方式。一般情況下,多刃刀具切削時大都是這種非自由切削。
鑑別方法
正交切削與斜角切削
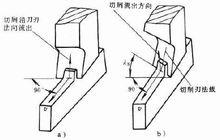
正交切削是指刀具主切削刃的刃傾角λs=0時的切削,此時主切削刃與切削速度方向成直角,故又稱它為直角切削。如圖a所示為正交刨削簡圖,它是屬於自由切削狀態下的正交切削,其切削流出方向是沿刀刃的法向。非自由切削的正交切削是同時有幾條刀刃參加切削,但主切削刃的刃傾角=0。例如圖a所示平面刨削,若其主切削刃刃傾角=0,就屬於這種情況。這時主切削刃上切屑流出方向受鄰近刀刃的影響,將偏離主切削刃的法向。斜角切削是指刀具主切削刃的刃傾角≠0時的切削,此時主切削刃與切削速度方向不成直角。如圖b所示即為斜角刨削,它也是屬於自由切削狀態。一般斜角切削方式,無論它是在自由切削或非自由切削狀態下,主切削刃上的切屑流出方向都將偏離其法向。
 正交切削
正交切削實際切削加工中的大多數情況是屬於斜角切削方式,而在以前的理論和實驗研究工作中,則比較常用正交切削方式。
