
產品介紹
在機械加工中,隨著自動化設備的大量使用和產品向高精度、高要求的發展,大量難加工材料的使用,工具/刀具折斷成為影響產品合格率的很主要的一個因素。常規處理絲錐、鑽頭等折斷在工件里的方法無非是手工慢慢剔、砸碎、氣焊後擰出,甚至酸腐蝕、火焰切割燒等方法,不但很多時候處理不好,即使處理完。也會損傷工件。
攜帶型電火花工具機可方便無損的去除折斷在工件里的工具/刀具。
適用範圍
1、去除折斷在工件中各種直徑的絲錐、鑽頭、絞刀、螺釘、塞規等工具/刀具;
2、可在任意大小、形狀的工件上加工;
3、工件上各種角度位置的加工;
4、加工非精度要求孔;
5、尤其適用於難於在電火花工具機上加工的大型工件。
主要功能特點
1、採用電蝕原理去除折斷刀具,非接觸加工,加工中不受力,不損傷工件;
2、攜帶型設計、可以方便的在各種環境下使用;
3、採用磁性底座,加工裝置可以吸到工件上加工;
4、工作頭可任意角度調整;
5、自動進給加工,不占用人員;
7、採用水作工作液,經濟方便;
8、電源採用單相220V電源,可方便接線;
10、加工深度自動控制;
11、採用專用電極,可以做300mm以內的深孔加工作業;
12、內置進口高壓電磁水泵,給水方便快捷,啟動後2秒鐘內出水;
13、提供多種選購件以適用於不同的需求;
14、提供磁力外部給水管,方便外部給水作業;
15、安裝有冷卻風扇,可保證工具機長時間連續工作12小時以上。
參數組成
1.主要參數及技術指標
※ 輸入電源要求——AC220V 6A
※主軸伺服行程——100mm
※ 最大功耗——500W
※工作液——清潔自來水
※給水方式:外部和內部給水
※加工範圍:M3-M30的絲錐、鑽頭,M3-M10的螺絲,最大加工深度300mm
※ 外形尺寸:
長寬高重
電源箱340mm260mm190mm14kg
主機260mm60mm410mm8kg
2.組成部分
※ 電源箱
※ 機械裝置
※ 輔助裝置(磁力表座、水管、磁力外部給水管、電極卡頭及附屬檔案)
※ 耗材(黃銅電極管、黃銅電極棒、黃銅電極片)
五、電源箱部分
操作面板
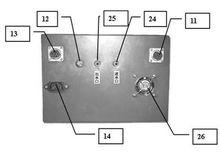
電源前面板示意圖
電源後面板示意圖
 攜帶型電火花機
攜帶型電火花機2.操作面板說明
1.加工電壓指示表 2.水泵開關 3.電源開關
4.伺服速度選擇 5.主軸上升 6.主軸下降
7.限位報警指示燈 8.停止加工 9.加工模式選擇
10.開始加工 11.控制輸出接口 12.保險座
13.高頻輸出 14.電源插頭
24.進水口 25.出水口 26.風扇
六、機械部分
15.磁力表座 16.升降臂 17.升降臂鎖緊把手
18.升降軸 19.定深鎖緊螺釘 20.電極卡頭
21.鱷魚夾(接工件) 22.主軸頭鏇轉控制把手 23.沖水接頭
七、操作說明
1.操作步驟
1.1 放置機械組件
根據需要,將機械部分安放到合適的位置,並打開磁力表座的磁性開關(15)。
為使主軸工作平穩,應將磁力表座放到較平的工作面上。
電源連線
(1)將脈衝電源插頭和伺服控制插頭分別插入電源箱後面板的13和11接口,並鎖緊。
注意:航空插頭大缺口朝上。
 攜帶型電火花機
攜帶型電火花機(2)將附屬檔案箱中的電源線插頭插入電源接口14中,另一端接到單項交流220V市電。
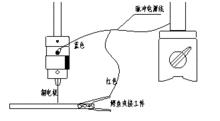
(3)將脈衝電源的輸出端,鱷魚夾接到工件,藍色線接到主軸上的M4螺釘上。如圖:
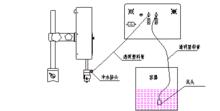
1.3 連線沖水管
將隨機附帶的兩根水管,分別進行如下連線:
水管1:電源箱(背面)進水口(24)——清潔水源
水管2:電源箱(背面)出水口(25)——主軸沖水接頭內(23)或接磁力外部給水管
注意:
(1)連線23沖水接頭時,將水管插入即可!拔出時用手按下彈性圈。
(2)兩根水管中帶銅沉頭(或鐵角)的水管為進水管,即水管1
(3)為保證進水清潔,建議用戶自備過濾裝置,以免雜質混入損壞液泵。
如圖:
 攜帶型電火花機
攜帶型電火花機1.4 安裝電極
(1)根據需要,選擇並裝卡合適的電極。
電極尺寸的選擇,可按折斷物的尺寸選取。螺釘和鑽頭相當。
折斷物規格推薦電極備註
絲錐M3Φ1.5電極要儘量短,減少抖動
絲錐M4Φ2.0同上
絲錐M6Φ3.0同上
絲錐M8Φ4.0同上
絲錐M10Φ5.0同上
絲錐M12Φ6.0同上
絲錐M147X210X2片狀電極改制
絲錐M168X210X2片狀電極改制
絲錐M20~3010X2片狀電極
M20以上的絲錐可分次加工
螺釘M3-M20推薦方法:打一個一字深槽,用螺絲刀擰下來。
對於尺寸超出鑽卡頭裝卡範圍的電極,可以使用隨機附屬檔案中的輔助裝卡卡具,其中電極片夾頭可以裝卡厚度為2mm的片狀電極。
1.5 開始加工
(1)打開電源開關3,按上升或下降鍵調整主軸位置和高度,注意要保證電極與折斷物同軸,以免傷到工件。
(2)調整好位置後,輕按下降鍵6,使電極輕輕接觸工件,然後使用定深鎖緊螺釘設定深度,並將主軸升起少許!
(3)根據需要,調節合適的參數,打開水泵2,等水流出後,按下啟動鍵10開始加工。
提示:1、為確保電源通路,加工前要去除工件表面的鐵鏽和油垢。
2、為避免沖水濺出,應採取一定防護措施。
3、試驗證明:淋水加工,會有更好的效果。
注意:
1、如果使用電極片加工時,可先把電極片固定在電極片夾頭上,用螺絲固定好,然後將電極片夾頭再放入鑽夾頭中。
2、本機使用乾淨的自來水,如水中有雜質,應採取過濾裝置,否則有可能損壞高壓水泵。
3、設定深度時,要考慮電極的損耗。
4、電極過短可採用外部磁力給水管給水。
5、使用銅棒或電極片加工時,可採用外部磁力給水管給水。
2.操作說明
(1)加工參數選擇
加工模式及伺服速度的選擇請參考下表:
電極尺寸電壓伺服
Φ1mmL(低)3
Φ1.5-Φ3mmM(中)2
Φ4mm以上H(高)1
(2)故障處理
A.出現以下情況,限位指示燈會亮(此時電極不打火):
1、主軸行程已到限位
2、設定主軸行程已到下限位(即加工到深)
B.出現以下情況,會停止加工:
1、按下加工停止鍵。
2、深度已到位。
C. 出現以下情況,電極不打火,一直下降:
1、工件未接鱷魚夾(21),或者是鱷魚夾與工件接觸不良。
2、藍色線沒有與主軸連線
D.加工過程中電極打一次火,就不打火。
1、伺服控制線(白色10芯)其中的一根線斷路,檢查航空插頭接線是否有斷線。
E.按上升或下降鍵主軸無動作
故障判斷:點動按上升件,聽機械部分上部是否有電機嗡嗡轉動聲。有聲則為機械故障。無聲為電氣故障。
1、機械故障:用手輕微轉動主軸幾下。
2、電氣故障:伺服控制線(白色10芯)其中的一根線斷路,檢查航空插頭接線是否有斷線。
八、加工示例
九、特別注意事項:
1.操作前請仔細閱讀說明書!
2.機內有內置高壓水泵,此為進口精密部件,使用時要注意以下事項:
◆必須使用清潔自來水做工作液,不允許使用油脂類或含油類介質。
◆開機前先檢查進水口與出水口的連線是否正確,進、出水管有無堵塞。
◆第一次開啟時,要延時3-5秒,待管內空氣排出後方能出水。
◆隨時檢查供水源的液位,禁止水泵出現無水空轉,否則會損毀水泵。
◆冷卻水一次性使用,不允許使用循環水。
◆如果水泵出現不上水等異常情況時,應立即關閉電源,並聯繫廠家維修,切勿讓水泵長時間空轉。
3.防止電源和機械運動部分沾上水和油污,以免出現故障。
4.浸液加工時,如果使用電火花工作液,一定要注意防火。
5.加工過程中,人體不要接觸主軸下端電極部分,以防電擊。
6.禁止在危險環境下工作,比如禁火區。
7.如果不需要衝水加工,請關閉水泵電源開關。水泵嚴禁無水運轉。
售後服務
本公司服務宗旨是通過嚴格的質量管理體系讓顧客滿意、及時為顧客排憂解難。公司提供工具機的性能、結構、使用、維修等內容的技術培訓。
本公司產品出廠前已逐台校驗,具有可靠的質量保證。為方便用戶,我廠產品實行“三包”、“三保”。產品出廠一年內,若在正常工作情況下,發生由產品質量問題引起的故障,我公司均免費修理。若在安裝使用過程中遇到問題,請及時與我公司聯繫,我公司隨時提供技術諮詢服務。
本著“誠信、責任、卓越、中興” 即誠信為本,追求卓越,肩負責任,實現中興的宗旨,力求不斷創新,確保以卓越的產品質量和優質的服務開拓市場,服務客戶。
