
簡介
具有多個鑽頭且可協同工作的多孔加工機械。
板式家具零部件的鑽L是採用各種類型的排鑽加工的。現代排鑽與傳統排鑽在性能上差距較大,現代多排鑽的垂直排座分成兩段獨立鑽座通過鑽座下部絲槓螺母的帶動將兩段獨立 鑽座沿Y軸c縱向拉開或合攏並採用數字式計數器顯示拉開距離以擴大鑽L範圍垂直鑽座沿x軸橫向的穆動採用齒輪齒條帶動用數字式顯示儀標定移動的距離。並帶有氣動或液壓鎖緊系統。使兩段獨立鑽座各自獨立旋轉90角.實現橫向鑽L的目的,排鑽的各排鑽座上均採用快換鑽頭,大大提高排鑽的生產效率。
1.單排鑽
單排鑽的排座僅有一排組成是一種自動化程度較低的鑽孔設備若零部件的L位能設計在一排時,可以一次完成鑽 L工作.否則須多次鑽L 由於多發鑽L變換了加工基準,因此零部件的鑽L精度相對較低,僅適合於一些小型的生產企業或用於多排鑽的輔助鑽L要求。常見的單排鑽的形式有垂直單排鑽、水平單排鑽和萬能單排鑽,可以設定水平位置也可以設定垂直位置。
2.多排鑽
為了保證鑽孔精度和產品質量,板式家具零部件的鑽孔一般採用多排鑽來完成。多排鑽鑽上 的鑽頭間距為 32mm .僅有少數國家使用其它模數的鑽頭間距通常水平鑽座由整排成.直 鑽座由兩段獨立排座構成。多排鑽的排鑽鑽座數量一般由3排到12排(特殊需要時還可再添加鑽座) 通常是由水平鑽座和下部垂直鑽座構成.如果特殊要求或排座數量較多時,也以 採用上下部配置的垂直鑽座.這要根據生產的需要和加工精度的要求。生產中常見多排鑽鑽 座數量為3排、6排等。
2.(1) 3排鑽
如圖1所示 青島西城木工機械公司為生產的MZB73213標準型3排鑽其鑽座排列是水平1排鑽頭數為21個垂
直2排.每排由兩段獨立鑽座組成.鑽頭數為2x 11個,4個可調式氣動定位基準可以加工工件寬度為150~ 1800mm 加工工件長度為250mm~2500mm 加工工件厚 度為10~45rncn。MZB73213標準型3排鑽可以添加1排垂直鑽座成為4排鑽。這種類型排鑽定位靈活操作方便,適合於加工孔位單一、孔數較少的板式零部件,是板式家具生產中常見的鑽孔設備。當孔位繁多、孔數較多時.通過調整各個排座的距離或變換垂直鑽座的位置來確保一次加工完成.如不能一次完成時.需要變換孔位的定位基準而使孔位的加工精度降低。
2.(2) 6排鑽
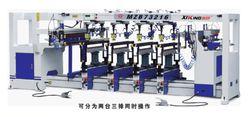 圖2
圖2如圖2所示為 青島西城木工機械公司生產的MZB73213標準型6排鑽.其鑽座排列是水平2排 .每個鑽座的鑽頭數為21個,垂直4排.每排由兩段獨立鑽座組成鑽頭數為2x 11個。可以加工工件寬度為190~2500arm加工工件長度為 250mm~2500mm加工工件的厚度為10~45mm。MZB73213標準型6排鑽的鑽座可以添加1到2排垂直鑽座成為7排或8排鑽這種類型排鑽適合於加工孔位繁多孔數較多的板式零部件.而且在鑽孔時基本上可以在一次 定基準後完成板式零部件的鑽孔要求因此鑽孔的孔位精度高.生產效率高是規模較大的板 式家具企業常見的鑽孔設備。
總之板式家具零部件的鑽孔是板式家具機械加工的最後一道生產工序在設計上必須根據排鑽的類型和生產的工藝, 合理地布置零部件的孔位以達到在一次定基準後完成鑽孔要求。實 現多孔位不多基準的目的確保鑽孔的加工精度。
 排鑽
排鑽排鑽的保養
1.工作完成後及時清理機器台面,
2.清理導軌及旁邊的木屑,防止因碎屑干擾,導致機器在工作過程中出現卡機。
3.定期清理絲槓,防止絲槓上粘有異物,絲槓是設備的重中之重,它影響機器的精度,且絲槓在傳動過程中起著重要的作用。
4.定期清理工控箱,灰塵是排鑽的最大殺手。
5.每周要對排鑽的滑動軌道進行除塵注油工作
