
概述
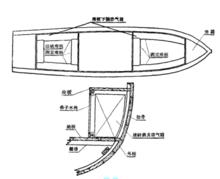 座板布置
座板布置座板一般安裝在船尾乘客艙內(如右圖)。客船座板在船部油櫃安裝後進行,左右邊和後橫向邊共三塊,先將左右邊裝好,再將後橫向座板擱在左右座板上。座板主要是與隔艙和舷部連線。在座板下面安放空氣箱,在座板外邊不得有柱腳或撐頭木等。尾艙前後左右共四塊座板,安裝過程與船艙相同,但靠尾客艙與儲藏艙的一塊座板,必須製成活動座板,因為隔艙上裝有活動板門,便於開啟。
座板分類
法蘭連線座板
法蘭連線座板有 單面座板和 雙面座板。
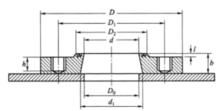 圖1 法蘭焊接單面座板結構圖
圖1 法蘭焊接單面座板結構圖(1)法蘭焊接單面座板。法蘭焊接單面座板主要安裝於艙、櫃的頂部、側壁和底部,作為該艙、櫃的進出口。單面座板上可直接安裝閥件、附屬檔案或管子。
法蘭焊接單面座板適用於海水、淡水、油類、空氣和300℃以下的蒸汽管路,其常用的公稱通徑為15~150 mn,公稱壓力低於1.6 MPa。單面座板的外形與相應的搭焊鋼法蘭相似,具體的結構形式如圖1所示。
(2)法蘭焊接雙面座板
法蘭焊接雙面座板一般用於管路穿過甲板、艙櫃時,座板的兩面分別連線閥件、附屬檔案或管子。
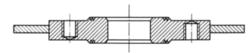 圖2 法蘭焊接雙面座板
圖2 法蘭焊接雙面座板雙面座板與單面座板相比,多了一個凸肩和雙面安裝雙頭螺栓。凸肩外徑比相應法蘭外徑大10~20 mm,凸肩厚度為6~12 mm。其適用範圍及其他結構尺寸基本與單面座板相同。
法蘭焊接雙面座板如圖2所示。其製造和安裝方法基本同單面座板,但在劃螺孔位置時,必須使座板的上、下螺孔位置互相錯開,千萬不可重疊;甲板或艙壁上的開孔直徑比座板直徑大2~3 mm。
螺紋座板
 圖3 螺紋座板
圖3 螺紋座板螺紋座板實質上就是一段內螺紋接頭直接焊在艙、櫃壁上,作為外螺紋的閥件、附屬檔案和管子的連線之用,螺紋座板見圖3。螺紋座板適用於公稱壓力低於0.8 MPa、工作溫度低於170℃的蒸汽管路及公稱壓力低於1.6 MPa、工作溫度低於200℃的其他不可燃介質的管路。
座板的製作及安裝
座板是船舶管路固定的重要裝置,本部分以法蘭焊接單面座板為例介紹船舶座板的製作及安裝過程。製作一隻公稱壓力1.6 MPa、公稱通徑50 mm的法蘭焊接單面座板,其製作和安裝工藝步驟如下:
①先選擇一塊合適的坯料,按要求車削好其外徑D(135 mm)和厚度B(23 mm),然後,再按內徑口a(58 mm)和a(64 mm)穿孔,最後按密封面外徑D(84 mm)的尺寸車削密封面,在密封面上車出2~3道密封槽(法蘭線)。
②在車削好的坯料上劃出6個螺孔(先以103 mm劃圓,再在圓周上截取六等分)的位置,按螺孔規格(M14 mm)確定鑽孔直徑(12 mm),再按螺孔深度H(16 mm)的要求進行鑽孔,鑽孔時一定要保持垂直。
③按攻絲的操作工藝要求和步驟進行攻絲工作,此時特別要注意防止絲錐折斷。
④按螺栓的直徑和長度選擇雙頭螺栓。安裝雙頭螺栓時,應先在“短頭”上塗厚白漆,然後用“納子”或“雙螺母”將其旋緊在單面座板上。安裝後的雙頭螺栓要與座板平面垂直,如果不直可以將螺母套在螺栓上用手錘敲直,為了防止敲擊時折斷,雙頭螺栓安裝前先要進行退火處理。
⑤在艙、柜上安裝單面座板時,首先確定開孔中心的位置,然後將座板中心對準開孔中心,採用三點固定焊固定該座板,待座板的內、外圓與艙壁等焊妥後,再在艙壁上開孔(此項工作也可以先開孔、後焊接)。如果在單面座板上直接安裝閥件或附屬檔案時,單面座板在定位、焊接前,就要先考慮閥件或附屬檔案的開啟方向和開關的方便。
