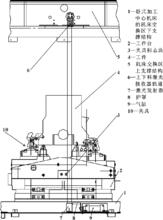
夾具光目識別結構系統
如圖所示,工作檯2 安裝在工具機交換區下支撐結構1 上,在工作檯2 的上方安裝有裝夾工件4 的夾具10。在夾具10 下方底座上鑲嵌有夾具標誌塊3,在夾具10 下方底座的側邊處位於工具機交換區下支撐結構1 上安裝有雷射發射器7。在工具機交換區上支撐結構5 上安裝有雷射接收器6,雷射發射器7 與雷射接收器6 相對設定。
在工具機交換區下支撐結構1 上安裝有與氣動裝置相接的氣缸9,與氣缸9 相配的活塞桿的外端頭連線有護罩8,護罩8 與雷射發射器7 相配,即可罩在雷射發射器7 的上方。
加工工件時,操作者將工件4 裝卡完成後,按下手動按鈕,使工具機數控系統得知裝卡完成。系統發出信號,氣缸9 動作,帶動護罩8 運動,使雷射發射器7 露出來,氣缸9 帶動護罩8 運動到指定位置停止。雷射發射器7 開始發射雷射。夾具標誌塊3 遮擋部分雷射,在上方的雷射接收器6 接收雷射。工具機數控系統根據雷射接收器6 接收到雷射的實際寬度判斷夾具的具體編號。雷射發射器7 結束髮射雷射,然後氣缸9 動作,帶動護罩8 回位,罩在雷射發射器7 上,加工作業時起到保護雷射發射器7 的作用。整體結構簡單,動作靈活可靠,可準確識別夾具,保證被加工工件與系統的加工程式一致,提高了工具機的工作效率,進一步提高了自動化程度,降低了工件的加工成本。
 工件自動識別
工件自動識別工作過程
( 1) 托盤庫有8 個托盤( 或托盤庫7 個,機內1 個)。
( 2) 設定托盤庫的原位。
( 3) 在托盤上安裝夾具。
( 4) 設定要加工的托盤號。
( 5) 通過NC 指令啟動托盤庫,托盤庫按照設定的順序進行旋轉,
( 6) 旋轉到位後,程式被調用出來後相應的夾具托盤通過傳動裝置送到待交換區內,當夾具托盤確認到位後,夾具光目識別系統運行對夾具進行檢測,把工件的數位化編號信號輸入到系統內。
( 7) 夾具光目識別系統成功識別後,交換裝置啟動,把待機側的夾具及工件交換到加工區,通過PLC 調用相應的程式。
( 8) 托盤庫旋轉到與待機位托盤號相對應的工位,把待機位的托盤還回到托盤庫中。
( 9) 托盤庫旋轉到下一個設定的需要加工的夾具,等待加工區內加工完成。
( 10) 加工區內加工完成後,感測器檢測托盤庫側需要加工的夾具,然後調出相應的程式,重複步驟( 7) ,把待加工的夾具及工件交換到加工區。
系統特性
無論是產品的設計工藝,還是製造使用都屬於產品可靠性系統中的組成部分。若是產品設計得不夠可靠,那么之後的製造以及使用就談不上可靠性了。若是設計具有可靠性,而產品的製造過程不可靠,那么製造出來的產品也不具有可靠性。機械產品製造過程複雜,工序繁多,任何一個地方出錯,都會對產品的可靠性產生影響。由此可以看出來,機械產品的可靠性需要各個環節的配合支持才能實現,是一個有機的整體,而不是某方面的可靠性,它貫穿著產品的始終。因此需要通過系統性的方法,將各個要素集合起來,統一協調,只有這樣才能實現產品可靠性這一目標。
