產品簡介
在零件加工或機器裝配過程中最後自然形成(間接獲得)的環。一個尺寸鏈只有一個封閉環。
尺寸鏈中各組成尺寸首尾相連線形成一個封閉圖形。這是尺寸鏈中的主要特性。
在掌握封閉環的同時,建議先理解尺寸鏈法。
尺寸鏈:在機器裝配或零件設計和加工過程中,由相互聯繫且按一定順序排列形成的封閉尺寸圖形組,稱為尺寸鏈。
封閉環:間接保證的尺寸。
組成環:直接保證或已經存在的尺寸,包括增環和減環。
增環:就是其尺寸增大,封閉環尺寸也增大。
減環:就是其尺寸增大,封閉環尺寸就減小。
尺寸鏈中一定有增環,可以沒有減環。
封閉環特點
要想正確地判別出封閉環,首先得抓住封閉環的特點。
間接性
所謂封閉環是指零件在加工或裝配過程中最後形成的一環,它的大小是由組成環間接保證的。工藝尺寸鏈中封閉環一個最明顯的特徵就在於:它不是加工中直接獲得或直接控制的,而是通過其它尺寸間接獲得的,也就是說封閉環是通過其它工序尺寸的精度而得到保證,具有間接性。
關聯性
由尺寸鏈的基本原理可知:
 封閉環
封閉環其中T0為封閉環的公差,正為組成環的公差。這個基本關係式說明了封閉環的公差是各個組成環公差的積累或綜合,任何一個直接保證的尺寸及其精度的變化,必將影響間接保證的尺寸及其精度,故封閉環是和組成環相關聯的,具有關聯性。
查找方式
在單件小批生產中,零件的尺寸是工人直接試切加工得到的,各個尺寸都可用量具測量的方法直接得到,這時按設計尺寸選擇封閉環是毫無實際意義的。但是,在成批及大批大量生產中,為了提高生產率,大多是套用工具、夾具和刀具按調整好的尺寸進行加工的。在這種情況下,工序尺寸的誤差積累影響較大,封閉環的尺寸是由組成環的尺寸綜合得到的,封閉環的確定將直接影響各個組成環精度的確定。此時,必須要進行工藝尺寸鏈的尺寸換算,封閉環的查找是其中最關鍵的一步。
在裝配尺寸鏈中,封閉環的確定很簡單,保證裝配精度的要求的那個尺寸就是封閉環。而在工藝尺寸鏈中,封閉環的確定還要考慮到零件的加工方案等許多綜合因素的影響。
測量基準與設計基準不重合時封閉環的查找
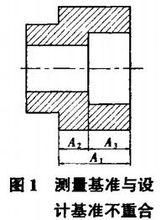 圖1
圖1在機械加工過程中,經常會遇到按設計尺寸無法測量的情況,這時只好測量其它尺寸來間接保證設計要求的尺寸,因設計尺寸是最後形成的,這時該設計尺寸就是封閉環。如圖1所示零件,設計尺寸為A1和A2,在加工時不便直接測量出尺寸A2,只有按照容易測量的尺寸A3進行加工,因此。直接得到的是A1和A2尺寸,A3是間接得到的,是封閉環。
多尺寸保證時封閉環的查找
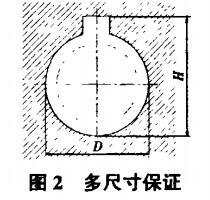 圖2
圖2當幾個尺寸有共同的基準時,零件經幾次加工後,有多個尺寸需要保證,最後只能有一個尺寸是直接控制的尺寸,其它尺寸都是自然形成的。如圖2所示是最後要求磨內孔的零件,磨孔時直接測量內孔尺寸D,同時也就間接保證了鍵槽高度尺寸胃,因此尺寸日就是該尺寸鏈的封閉環。
表面處理時封閉環的查找
零件的表面處理一般分為兩類:一類是滲入類,如滲氮、滲碳、液體碳氮共滲等;另一類是鍍層類,如鍍鉻、鍍鋅、鍍銅等。對於滲入類表面處理工序的t藝尺寸鏈計算,一般要解決的問題是:在最終加工前使滲入層控制一定的厚度。再進行最終的加工,以保證在加工後能獲得設計要求的滲入層厚度,因直接測量的是加工尺寸,顯然,設計要求的滲入層厚度是最後形成的尺寸,是封閉環。至於鍍層類表面處理t序的工藝尺寸鏈封閉環的查找與滲入類不同。因為通常工件表面鍍層後不需要再進行加工,鍍層厚度是可以通過控制電鍍工藝條件來直接獲得的,這時,鍍層厚度是組成環,而電鍍後的尺寸不需要測量,它是最後自然形成的尺寸,是封閉環 。
尺寸確定方法
工藝尺寸鏈的特點
工藝尺寸鏈是以零件原設計尺寸公差和技術要求為前提條件的,不管套用怎樣的工藝,採用何種加工方法,都要最終保證設計要求的質量指標。因此工藝尺寸鏈有如下特點:
(1)工藝尺寸鏈是由零件的機械加工工藝過程,加工的具體方法所決定的,加工時定位裝夾的方式,走刀切削形成表面尺寸的方法,刀具的形狀都有可能影響工藝尺寸鏈的組合關係。
(2)加工時獲得尺寸的方法不同,加工尺寸誤差的累積關係也不同,所形成工藝尺寸鏈的關係和形式就不同。加工中,前後工序直接加工時獲得尺寸,工序尺寸誤差會累積在餘量上,不影響被加工尺寸。若有間接獲得尺寸時,就要運用工藝尺寸鏈原理,經過分析計算,確定合理的工序尺寸公差。
(3)工藝尺寸鏈一般用 極值法進行運算。只有在大批量生產中,工序尺寸公差偏嚴而感到不經濟時,可用機率法進行運算。
(4)工藝尺寸鏈的封閉環,是由加工過程和加工方法所決定的。
(5)工藝尺寸鏈的封閉環數值,只有當封閉環為原設計尺寸時,才必須按原設計要求嚴格保證。若封閉環是未注公差尺寸或是形成餘量偏差時,其數值可由工藝人員據生產條件主觀確定,沒有嚴格的要求。
(6)工藝尺寸鏈的組成環,絕大多數情況下是中間工序的工序尺寸,或是對刀調整尺寸及走刀行程尺寸等,其公差數值一般可根據加工方法的經濟加工精度查手冊或憑經驗來大致估計確定。
(7)經工藝鏈的分析與計算,發現原工藝方案不合理時,可改變工藝方案以改進工藝尺寸鏈的組成,或用精密的設備與工具,提高某些環的加工精度,由此來保證原設計要求。
工藝尺寸鏈封閉環的確定
依據工序尺寸誤差累積規律,單件小批生產中,工人對零件尺寸逐一進行試切加工,各個尺寸都可用通用量具測量的方法直接控制,工人有任意選擇加工尺寸和先後順序的餘地。實際生產中,工人總是按圖紙已標註的尺寸和公差直接試切加工的,都會嚴格地保證所要求的尺寸公差,直接獲得這個尺寸。在這種情況下,然有選擇封閉環的可能性,但是這種尺寸鏈的關係中,加工前後的兩個工序尺寸都是直接獲得的,這時前後工序尺寸誤差累積在餘量上,形成餘量偏差。除精密加工外,一般餘量略有變化是無所謂的。另外,按圖紙標註的尺寸公差直接加工,誤差會累積在未標明的尺寸上,這樣的尺寸設計時沒有要求,誤差累積在這個尺寸上作為尺寸鏈的封閉環是完全合理的。可見,在單件小批生產中,用試切法加工時,按設計尺寸選擇封閉環是毫無實際意義的。但是,在成批及大批大量生產中,為提高生產率,大多是套用工具、夾具和刀具按調整好的尺寸進行加工的。這時工序尺寸誤差的累積影響較大,尺寸鏈的分析與套用主要是在這種情況下。
運用調整法。按已調整尺寸來進行加工時,工藝過程和加工方法確定了間接獲得尺寸必然有誤差累積,這個誤差累積的環自然就是尺寸鏈的封閉環。因此,按調整法,自動控制尺寸加工時,封閉環是由工藝方案確定的 。
