
基本簡介
介紹
 多片鋸
多片鋸鋸片孔,一般情況分為散熱孔和消音孔。散熱孔--鋸片由於在高轉速條件下工作,鋸體很容易因發熱而導致變形;消音孔--減少鋸片在工作中產生的噪音。
一般燒鋸片的原因有如下情況:
1.鋸片整體的散熱性不好。
2.鋸片的齒數太多。齒數越多,阻力越大,容易燒鋸片。
3.鋸機排屑不暢。鋸屑如果不容易從設備上排出會造成局部溫度過高,也容易燒片,所以鋸機一定要選好的。
4.材料的雜質太多或質量太差。舉例說明,如果鋸的是刨花板,而刨花板太粗糙,雜質過多,阻力太大,也會燒片。
結構
 多片鋸
多片鋸工作原理
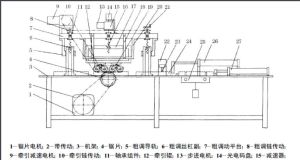
機器工作原理:首先,按照木塊高度的不同,人工將木塊進行初步分類,並將其放置在自動上料平台上,同時,鏇轉粗調手輪21,將壓緊機構19調整至相應尺寸範圍內。自動上料機構8將上料平台上的木塊24橫向推送至前級氣缸27處,前級氣缸27將木塊推送至下一工位,高度檢測裝置22檢測木塊高度。PLC根據高度檢測值和光電碼盤14反饋的壓緊機構17的位置值,分析處理後驅動步進電機12相應的正反轉,通過減速器15、精調絲槓副16、精調導軌18等機構,實現壓緊機構19對木塊壓緊力的自動調整。後級氣缸26繼續推送木塊;牽引電機10驅動安裝在壓緊機構上的牽引輥12,將木料牽引送入圓鋸裝置,鋸片電機1帶動圓鋸片4鋸切木料,完成木塊的鋸切加工。調整安裝在鋸切主軸上的圓鋸片數量,可將單木塊鋸切成不同數量的薄板。
相關資料
發展歷程
多片鋸的發展歷程,2000年以來,木工機械走進了改革的快車道,多片鋸是木材加工的低端產品,改革的空間很小,所以一直處於那種最簡陋的樣式,工作環境低劣,工人一直在粉塵污染中工作,我廠經過幾次摸索,生產了幾種多片鋸的變異產品,加上了除塵設備,加上了防護罩,有效地改變了工作環境。
新型自動設計
針對木材加工現場殘留大量不規整小木塊、木材綜合利用率低的現狀,設計一種基於PLC控制的新型自動多片鋸,實現非規整木塊的自動化鋸切生產.新型自動多片鋸由自動上料部件、高度檢測部件、自動牽引部件、圓鋸調整部件等關鍵部件組成。實際生產表明,新型自動多片鋸能自動鋸切不規整的小木塊,鋸切400mm長單木塊的時間少於10s,可有效提高木材的綜合利用率和木材加工的生產效率,降低工人勞動強度,保護工人身體健康。
