
壓縮成型原理
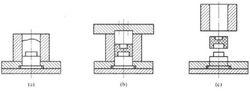
壓縮成型原理如圖昕示,成型時,先將粉狀、粒狀、碎屑狀或纖維狀的熱固性塑膠原料直接加入到敞開的模具加料室內,如圖a)所示;然後合模加熱,使塑膠融熔,在合模壓力的作用下,熔融塑膠充滿型腔各處,如圖b)所示;這時,型腔中的塑膠產生化學交聯反應,使熔融塑膠逐步轉變為不熔的硬化定型的塑件,最後脫模將塑件從模具中取出,如圖c所示。
 壓縮成型原理
壓縮成型原理壓縮成型特點
壓縮成型主要用於熱固性塑膠的成型,與注塑成型相比,壓縮成型的優點是:可以使用普通壓力機進行生產;因壓縮模沒有澆注系統,所以模具結構比較簡單;塑件內取向組織少,取向程度低,性能比較均勻,成型收縮率小,可以生產一些帶有碎屑狀、片狀或長纖維狀填充劑;流動性很差,難以用注塑方法成型的塑件和面積很大、厚度較小的大型扁塑件。
壓縮成型工藝
(1)成型前的準備
熱固性塑膠比較容易吸濕,貯存時易受潮,所以,在對塑膠進行加工前應對其進行預熱和乾燥處理。同時,又由於熱固性塑膠的比容比較大,因此,為了使成型過程順利進行,有時還要先對塑膠進行預壓處理:
①預熱與乾燥。在成型前,應對熱固性塑膠進行加熱。加熱的目的有兩個:一是對塑膠進行預熱,以便對壓縮模提供具有一定溫度的熱料,使塑膠在模內受熱均勻,縮短壓縮成型周期;二是對塑膠進行l二燥,防止塑膠中帶有過多的水分和低分子揮發物,確保塑件的成型質量。
②預壓。預壓是指壓縮成型前,在室溫或稍高於室溫的條件下,將鬆散的粉狀、粒狀、碎屑狀、片狀或長纖維狀的成型物料壓實成重量一定、形狀一致的塑膠型坯,使其能比較容易地被放入壓縮模加料竄預壓坯料的形狀一般為圓片形或圓盤形,也可以壓成與塑件相似的形狀。預壓壓力通常可以在40~200MPa內選擇,經過預壓後的坯料密度最好能達到塑件密度的800k左右,以保證坯料有一定的強度。
(2)壓縮成型過程
模具裝上壓力機後要進行預熱,若塑件帶有嵌件,加料前應將預熱嵌件放入模具型腔內,熱固性塑膠的成型過程一般可分為加料、閉模、排氣、固化和脫模等幾個階段。
(3)後處理
塑件脫模以後,應對模具進行清理,有時還要對塑件進行後處理。
①模具的清理。脫模後,要用銅簽或銅刷去除留在模內的碎屑、飛邊等,然後再用壓縮空氣將模具型腔吹淨。如果這些雜物留在下次成型的塑件中,將會嚴重影響塑件的質量。
②塑件的後處理。塑件的後處理主要是指退火處理,其主要作用是消除內應力,提高塑件尺寸的穩定性,減少塑件的變形與開裂。進一步交聯固化,可以提高塑件的電性能和力學性能退火規範應根據塑件材料、形狀、嵌件等情況確定。對於厚壁和壁厚相差懸殊以及易變形的塑件,退火處理時以採用低溫和較長時間為宜。
壓縮成型工藝參數
塑膠製件質量性能的好壞,除了受塑膠原材料性能、模具結構尺寸的影響外,還與成型工藝參數的制定和控制有關,這就是生產中常說的成型三要素:即溫度、壓力和時間。
1)成型溫度
成型溫度是指壓制時所需要的模具溫度。在該溫度下,塑膠熔體在模腔內流動、充填型腔及固化成型。模具溫度不等於型腔內塑膠熔體的溫度。對於熱固性塑膠而言,由於塑膠交聯反應時放熱的結果,塑膠熔體最高溫度比模具溫度高。而熱塑性塑膠模壓成型時,型腔中塑膠熔體的溫度則以模具溫度為上限。成型溫度過高,則固化時間短,但會造成充模困難,使塑膠製件表面暗淡、無光澤,甚至發生腫脹、變形和開裂。成型溫度過低,則固化時間慢,模壓時間長。因此,模具溫度的確定應綜合考慮各方面的因素,它也是保證塑件成型質量的關鍵。
2)成型壓力
成型壓力是指壓縮成型時,壓力機對塑膠製件投影面積上的單位壓力。其作用是迫使塑膠熔體流動,並充滿模具型腔,避免塑件內部因低分子揮發物產生氣泡、結構鬆散等缺陷,保證塑件具有固定的形狀、尺寸,防止變形,提高內在質量。
3)時間
熱固性塑膠壓縮成型時,需要在一定的溫度和一定的壓力下保持一定的時間,才能充分交聯固化,成為優良的塑件,這段時間稱為壓縮時間。壓縮時間與塑膠的種類(樹脂種類、揮發物含量等)、塑件形狀、壓縮成型的工藝條件(溫度、壓力)以及操作步驟(是否排氣、預壓、預熱)等有關。壓縮成型溫度升高,塑膠固化速度快,所需壓縮時間減少:壓縮壓力增加也會使壓縮時間減少,但沒有像升高溫度那么明顯。另外,壓縮時間還會隨塑件壁厚的增加而增加。壓縮時間的長短對塑件的性能影響很大。壓縮時間過短,塑膠硬化不足(欠熟),塑件外觀質量差,力學性能下降,易變形。適當增加壓縮時間,可減少塑件收縮率,提高其耐熱性和其他物理、化學性能。但壓縮時間過長,不僅會降低生產率,還會使塑件收縮過多,內應力增加,塑件容易破裂。一般酚醛塑膠壓縮時間為l~2min,有機矽塑膠為2~7min。
