簡介
當前一些簡單經濟型數控系統和20世紀80年代中期以前生產的NC系統多採用單微處理機結構,隨著製造技術的發展,在要求加工精度、生產率和自動化程度較高的今天,特別是柔性製造系統和計算機集成製造系統的發展,對數控系統提出了更複雜、更嚴格的要求,由此也促進了微處理機結構的發展。
單微處理機結構只有一個微處理機,採用集中控制、分時方法處理數控的各個任務。有的CNC裝置雖然有兩個以上的微處理機,但其中只有一個微處理機能夠控制系統匯流排,占有匯流排資源,而其他微處理機則為專用的智慧型部件,不能訪問主存儲器,它們組成主從結構,這類結構也屬於單微處理機結構。
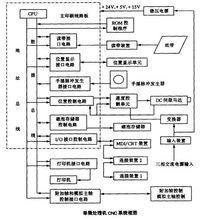
單微處理機結構的框圖如圖所示。從圖中可看到,它主要由中央處理單元(CPU)、存儲器、匯流排、外設、輸入接口電路、輸出接口電路等部分組成,這一點與普通計算機系統基本相同;不同的是,輸出各坐標軸的數據信息,在位置控制環節中經過轉換、放大後,需去推動工具機工作檯或刀架(負載)的運動;更為重要的是,由計算機輸出位置信息後,運動部件應儘可能不滯後地到達指令要求的位置。
 單微處理機
單微處理機單微處理機硬體結構
單微處理機硬體結構包括了微型計算機系統的基本結構:微處理器和匯流排、存儲器和接口等。接口包括I/O接口、串列接口、MDI/RT接口,還包括數控技術中的控制單元部件接口電路以及其他選件接口等。
微處理器和匯流排
微處理器(CPU)是CNC裝置的核心,主要由運算器和控制器兩部分組成。運算器包含算術邏輯運算、暫存器和堆疊等部件,對數據進行算術和邏輯運算。在運算過程中,運算器將運算結果存放在存儲器中。通過對運算結果的判斷,設定狀態暫存器的相應狀態。控制器從存儲器中依次取出程式指令,經過解碼,向CNC裝置各部分按順序發出執行操作的控制信號,使指令得以執行。同時接收執行部件發回來的反饋信息,決定下一步命令操作。目前CNC裝置中常用的有8位、16位和32位微處理器。
匯流排可分為數據匯流排、地址匯流排和控制匯流排三組。數據匯流排為各部件之間傳送數據,數據匯流排的位數和傳送的數據寬度相等,採用雙方向線。地址匯流排傳送的是地址信號,與數據匯流排結合使用,以確定數據匯流排上傳輸的數據來源或目的地,採用單方向線。控制匯流排傳輸的是管理匯流排的某些控制信號,採用單方向線。
存儲器
存儲器用於存放數據、參數和程式等。它包括唯讀存儲器(ROM)和隨機存儲器(RAM)兩類。系統控制程式存放在唯讀存儲器(EPROM)中,即使系統斷電控制程式也不會丟失。該程式只能被CPU讀出,不能隨機寫人,必要時可用紫外線擦除EPROM,再重寫監控程式。運算的中間結果、需顯示的數據、運行中的狀態、標誌信息等存放在隨機存儲器(RAM)中,它可以隨時讀出和寫入,斷電後信息消失。加工的零件程式、工具機參數等存放在有後備電池的CMOS RAM或磁泡存儲器中,這些信息能被隨機讀出,還可以根據操作需要寫入和修改,斷電後信息仍保留。
I/O接口
CNC裝置和工具機之間的信號一般不直接連線,需要通過輸入和輸出I/O接口電路連線。接口電路的主要作用有兩個:一是進行必要的電氣隔離,防止干擾信號引起誤動作。主要用光電耦合器或繼電器將CNC裝置和工具機之間的信號在電氣上加以隔離。二是進行電平轉換和功率放大。一般CNC裝置的信號是TIL電平,而工具機控制的信號通常不是TIL電平,負載較大,需進行必要的信號電平轉換和功率放大。
MDl/CRT接口
MDI手動數據輸入通過數控面板上的鍵盤操作。當掃描到有鍵按下時,將數據傳人移位暫存器,經數據處理判別該鍵的屬性及其有效性,並進行相關的監控處理。CRT接口在CNC裝置軟體的控制下,在單色或彩色CRT上實現字元和圖形顯示,對數控代碼程式、參數、各種補償數據、零件圖形和動態刀具軌跡等進行實時顯示。
位置控制模組
CNC裝置中的位置控制單元又稱為位置控制模組。位置控制模組的主要功能是對數控工具機的進給運動坐標軸的位置進行控制。進給坐標軸的位置控制硬體一般採用大規模專用積體電路位置控制晶片和位置控制模板。
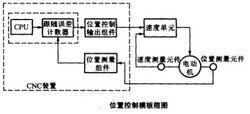
下圖為採用位置控制模板的CNC裝置結構框圖。位置控制功能由軟體和硬體共同實現,軟體負責跟隨誤差和進給速度指令數值的計算。硬體由位置控制輸出模板和位置測量模板組成,接收進給指令進行D/A變換,為速度單元提供指令電壓;同時位置反饋信號被處理,去跟隨誤差計數器與指令值進行比較。
 單微處理機
單微處理機可程式控制器
可程式控制器(PLC)的功能是代替傳統工具機的繼電器邏輯控制來實現各種開關量的控制。數控工具機中使用PIE可以分為兩類:一類是“內裝型”PLC,它是為實現工具機的順序控制而專門設計製造的。另一類是“獨立型”PLC,它是在技術規範、功能和參數上均可滿足數控工具機要求的獨立部件。數控工具機上的PLC多採用內裝式,因此,PLC已成為CNC裝置的一個部件。
特點
單微處理機硬體結構的CNC裝置具有如下特點:
①CNC裝置內只有一個微處理器,對存儲、插補計算、輸入輸出控制、CRT顯示等功能實現集中控制分時處理;
②微處理器通過匯流排與存儲器、輸入輸出控制等接口電路相連,構成CNC裝置;
③結構簡單,容易實現。
