
剛度
剛度是指材料或結構在受力時抵抗彈性變形的能力。是材料或結構彈性變形難易程度的表征。在巨觀彈性範圍內,剛度是零件荷載與位移成正比的比例係數,即引起單位位移所需的力。它的倒數稱為柔度,即單位力引起的位移。剛度可分為靜剛度和動剛度。
在自然界,動物和植物都需要有足夠的剛度以維持其外形。在工程上,有些機械、橋樑、建築物、飛行器和艦船就因為結構剛度不夠而出現失穩,或在流場中發生顫振等災難性事故。因此在設計中,必須按規範要求確保結構有足夠的剛度。但對剛度的要求不是絕對的,例如,彈簧秤中彈簧的剛度就取決於被稱物體的重量範圍,而纜繩則要求在保證足夠強度的基礎上適當減小剛度。
研究剛度的重要意義還在於,通過分析物體各部分的剛度,可以確定物體內部的應力和應變分布,這也是固體力學的基本研究方法之一。
簡介
更通俗的講是產生單位位移時所需施加的力。表達式為EA/L,其中E—桿件的彈性模量,A—桿件截面面積,L—桿件的長度。 力學中,剛度是指桿件抵抗變形的能力 ,有剪下剛度、彎曲剛度等等 。剛度係數是指由於單位支座位移引起的桿端力係數 。
比如在樁基工程中,樁的剛性係數是樁抵禦整體變形的能力,剛性係數越大樁抵禦整體變形的能力越強;樁的剛性係數與材料的力學性能、樁的形狀與截面和樁的長細比有關。
剛度係數的測量方法
一般採用實測的方法來確定軋機的剛度係數,實測的方法有兩種。
軋製法
 剛性係數
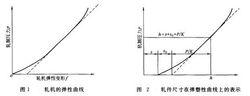
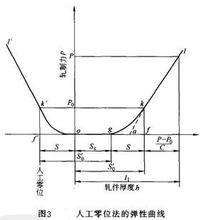
剛性係數在冷軋機上,軋件的厚度可以精確測量,一般採用軋製法。即在一定的原始輥縫 S下,軋制不同厚度的軋件,測出軋制壓力P和軋件的軋出厚度h,將測出的P作為縱坐標,軋出厚度h作為橫坐標,作出實測數據的散點圖,再根據最小二乘原理回歸出軋機的剛度係數,並作出相應的彈性曲線,形狀如圖1。此曲線和橫坐標的交點到坐標原點的距離即為原始輥縫 S。當軋輥相互壓靠,空載輥縫為零時,彈性曲線通過坐標原點,但其線性段部分的延長線並不通過坐標原點。如果軋輥間存在間隙(輥縫),那么曲線將不從坐標原點開始,如圖2。
軋輥壓靠法
 剛度係數
剛度係數軋製法測定在生產中不可能經常使用,大軋機用軋製法也比較困難。壓靠法則較方便,此法測定時軋輥間沒有軋件,使軋輥一面空轉一面使壓下螺絲壓下使工作輥壓靠。當壓靠後使壓下螺絲繼續壓下,軋機便產生彈性變形。由軋輥壓靠開始點到軋制力 P時的壓下螺絲行程,即為此壓力 P作用下的軋機彈性變形,根據所測數據可繪出圖3中的彈性曲線。是0k'l'。
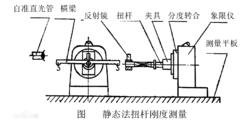
由於軋機零部件間存在的間隙和接觸不均勻是一個不穩定因素,彈性曲線的非線性部分是經常變化的,在實際生產中,為了消除非線性段的影響,往往採用人工零位法。即在軋前,先將軋輥預壓靠到一定壓力 P或按壓下電機電流作標準),然後將此時的軋輥縫指示器讀數設定為零,稱為人工零位。
如圖3,0k'l'為預壓靠曲線,在0處軋輥開始接觸,當壓靠力為 P時,軋縫。0f'是一個負值。今以f'點作為人工零位,即將壓靠力為 P為零時的軋輥輥縫指示器讀數設為零。顯然當此時的實際原始軋縫為零,而軋縫指示器讀數為f'0=S。然後繼續抬輥,當實際的原始輥縫 o g= S時,軋縫指示器讀數為f'g= S'=S+ S。由於曲線gkl和0k'l'完全對稱,故當軋制力為 P時,軋機彈性變形gf=f'0=S,所以of段就是軋制力為解析失敗 (PNG 轉換失敗;請檢查是否正確安裝了latex,dvips,gs和convert):P_0時人工零位法的軋輥縫指示器讀數 S'。當軋制壓力為P時,軋出的軋件厚度h為:
式中 S'——人工零件位軋輥輥縫指示器讀數;
P——軋輥預壓靠力。
式中即為人工零位法的彈跳方程。用人工零位法可以消除非線性段的不穩定性,彈跳方程便於實際套用。
彈跳方程對軋機調整有重要意義。它可以用來設定軋輥原始輥縫,彈跳方程表示了軋出厚度與輥縫及軋制力的關係,他可作為間接測量軋件厚度的基本公式。
彈撓性零件剛度係數測量方法
靜態剛度測量法
剛度測量有靜態測量和動態測量兩種測量法。靜態測量方法是通過確定施加於彈撓性零上的力矩和轉角(或力和位移)的大小,直接用胡克定律算出剛度係數K值,可得出扭矩一轉角力-位移的特性曲線。
 靜態剛性測量法
靜態剛性測量法圖給出彈撓性零件靜態測量剛度的方 (以扭桿為例)。將扭桿裝夾在象限儀的轉台1象限儀固定在測量平板上。鑲有反射鏡並可掛祛碼的橫樑是一個質量小剛度好的槓桿,支點橫樑中間,測量前應將橫樑進行靜平衡,樑上反射鏡面與支臂相垂直,與象限儀迴轉軸線相直處放置自準直儀,使其光軸瞄準反射鏡面。桿一端裝夾在象限儀的夾具上,另一端和橫樑定為一體。轉動象限儀和擺動自準直儀,瞄準射鏡面後對好零位示值,讀出象限儀角度值,為扭桿未加祛碼時的角度值。測量時依據依次出載入載荷對應的象限儀上扭桿的轉動角度值即可得到扭桿的剛度係數Ka。
諧振激勵測量方法
諧振激勵測量方法其測量原理是通過外加勵諧振源,使測量扭擺系統激勵共振,測得扭系統的共振頻率,然後依據共振系統的共振頻並利用相關的測量模型即可求出彈撓性零件的剛度係數K值。動力諧振測量法根據激勵源的不方式又分為激發器諧振測量法、靜電激勵諧振量法和聲激勵諧振測量法。
瞬態激勵測量法
 瞬態激勵測量法
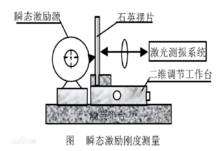
瞬態激勵測量法瞬態激勵法是用一個彈性物體瞬態碰擊彈撓性零件,使之產生一個短暫的振盪過程,其振盪過程在開始時是受迫的,然後過渡到自由狀態,最後趨於停止。瞬態碰擊激勵裝置實驗系統如圖所示。
實驗系統由兩部分組成,一部分對被測彈撓性零件(以石英擺片為例)進行瞬態碰擊激勵,使之產生一個短暫的振盪:另一部分是對石英擺片的振盪過程進行檢測和處理,以便求出石英擺片處於自由振盪狀態下的頻率。當被測彈撓性零件的尺寸太小時,採用碰擊基座的方法使彈撓性零件產生振盪。彈撓性零件固定在基座上,基座經由一個二維微調裝置固定在防震台上,基座的質量相對於彈撓性零件來說為極大,因而不影響彈撓性零件的自然諧振頻率。瞬態激勵裝置的動力部件為一台微型直流調速電動機。在其輸出軸的前端,沿軸向粘接了一個極細的碰針,電動機每轉動一周,碰針就對彈撓性零件進行一次瞬態碰擊。通過二維微調裝置可以調整碰擊強度,從而控制石英擺片的振盪幅度和衰減時間。瞬態激勵時彈撓性零件振盪信號的檢測和聲激勵時的檢測方法完全一樣。
計算機依據檢測器根據測得的彈撓性零件受迫振動時的振盪信號,對其進行諧波及頻譜分析。當彈撓性零件完全處於單一頻率的正弦振即自由振盪時,即從波形圖和頻譜圖上找出諧幅值極大的頻率值,這一頻率就是被測彈撓性件處於自由振盪下的自然諧振頻率。知道了被彈撓性零件的自然諧振頻率,就可以計算出彈性零件的剛度值。
