
 切削熱和切削溫度
切削熱和切削溫度產生
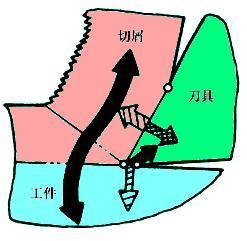
一 切削熱的產生和傳導被切削的金屬在刀具的作用下,發生彈性和塑性變形而耗功,這是切削熱的一個重要來源。此外,切屑與前刀面、工件與後刀面之間的摩擦也要耗功,也產生出大量的熱量。因此,切削時共有三個發熱區域,即剪下面、切屑與前刀面接觸區、後刀面與過渡表面接觸區,如圖示,三個發熱區與三個變形區相對應。所以,切削熱的來源就是切屑變形功和前、後刀面的摩擦功。
測量
二 切削溫度的測量儘管切削熱是切削溫度上升的根源,但直接影響切削過程的卻是切削溫度,切削溫度一般指前刀面與切屑接觸區域的平均溫度。前刀面的平均溫度可近似地認為是剪下面的平均溫度和前刀面與切屑接觸面摩擦溫度之和。
三 影響切削溫度的主要因素
根據理論分析和大量的實驗研究知,切削溫度主要受切削用量、刀具幾何參數、工件材料、刀具磨損和切削液的影響,以下對這幾個主要因素加以分析。
1. 切削用量的影響
分析各因素對切削溫度的影響,主要應從這些因素對單位時間內產生的熱量和傳出的熱量的影響入手。如果產生的熱量大於傳出的熱量,則這些因素將使切削溫度增高;某些因素使傳出的熱量增大,則這些因素將使切削溫度降低。切削速度對切削溫度影響最大,隨切削速度的提高,切削溫度迅速上升。而背吃力量ap變化時,散熱面積和產生的熱量亦作相應變化,故ap對切削溫度的影響很小。
2. 刀具幾何參數的影響
切削溫度θ隨前角γo的增大而降低。這是因為前角增大時,單位切削力下降,使產生的切削熱減少的緣故。但前角大於18°~20°後,對切削溫度的影響減小,這是因為楔角變小而使散熱體積減小的緣故。主偏角Κr減小時,使切削寬度aw增大,切削厚度ac減小,故切削溫度下降。負倒棱bγ1在(0-2)f範圍內變化,刀尖圓弧半徑re在0-1.5mm範圍內變化,基本上不影響切削溫度。因為負倒棱寬度及刀尖圓弧半徑的增大,會使塑性變形區的塑性變形增大,但另一方面這兩者都能使刀具的散熱條件有所改善,傳出的熱量也有所增加,兩者趨於平衡,所以對切削溫度影響很小。
3. 刀具磨損的影響
在後刀面的磨損值達到一定數值後,對切削溫度的影響增大;切削速度愈高,影響就愈顯著。合金鋼的強度大,導熱係數小,所以切削合金鋼時刀具磨損對切削溫度的影響,就比切碳素鋼時大。
4. 切削液的影響
切削液對切削溫度的影響,與切削液的導熱性能、比熱、流量、澆注方式以及本身的溫度有很大的關係。從導熱性能來看,油類切削液不如乳化液,乳化液不如水基切削液。
四 切削溫度的分布
1. 剪下面上各點溫度幾乎相同。
2. 前刀面和後刀面上的最高溫度都不在刀刃上,而是在離刀刃有一定距離的地方。
3. 在剪下區域中,垂直剪下面方向上的溫度梯度很大。
4. 在切屑靠近前刀面的一層(簡稱底層)上溫度梯度很大,離前刀面0.1-0.2mm,溫度就可能下降一半。
5. 後刀面的接觸長度較小,因此溫度的升降是在極短時間內完成的。
6. 工件材料塑性越大,則前刀面上的接觸長度愈大,切削溫度的分布也就較均勻些;反之,工件材料的脆性愈大,則最高溫度所在的點離刀刃愈近。
7. 工件材料的導熱係數愈低,則刀具的前、後刀面的溫度愈高。
五 切削溫度對工件、刀具和切削過程的影響
切削溫度高是刀具磨損的主要原因,它將限制生產率的提高;切削溫度還會使加工精度降低,使已加工表面產生殘餘應力以及其它缺陷。
1. 切削溫度對工件材料強度和切削力的影響
切削時的溫度雖然很高,但是切削溫度對工件材料硬度及強度的影響並不很大;剪下區域的應力影響不很明顯。
2. 對刀具材料的影響
適當地提高切削溫度,對提高硬質合金的韌性是有利的。
3. 對工件尺寸精度的影響
4. 利用切削溫度自動控制切削速度或進給量
5. 利用切削溫度與切削力控制刀具磨損
