
簡介
冷軋機向高速、重卷,自動化方向發展,在卷取機結構上也做了較大的改進。一方面,為減小卷取機轉動慣量,改善啟動、制動、調速性能,傾向於採用電動機直接驅動捲筒的方式。另一方面,為解決脹開時扇形塊間的縫隙對薄帶材表面質量的影響,捲筒採用四稜錐加鑲條的結構(即八稜錐),捲筒脹開後能成為一個完整的圓柱體。
結構
 八稜錐卷取機
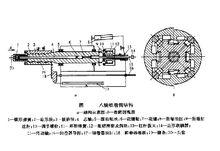
八稜錐卷取機如圖所示為1700冷連軋八稜錐卷取機,它由捲筒、脹縮缸、機架、齒形聯軸器、底座、卸卷器等組成。卷取機卷簡有Φ610和中Φ450兩種規格,採取整機更換的快速更換卷簡方式。捲筒由扇形塊、鑲條、八稜錐芯軸拉桿、花鍵軸等組成。
工作過程
脹徑時,油缸8通過槓桿撥叉13推動兩個斜塊12向左移動,使4個脹縮缸連桿9伸直並推動環形彈簧及方形架11,使花鍵軸6和芯軸4右移(稜錐軸靠軸承支承於機架上不能左右移動)。因此,拉桿帶動頭套20使扇形塊2及鑲條19相對稜錐軸右移脹徑。縮徑時,油缸通過槓桿撥叉將斜塊撥出,脹縮連桿在彈簧1作用下折曲,扇形塊、花鍵軸等靠脹縮徑時儲存在彈簧1中的壓縮變形復位,使卷簡收縮。為提高卷取機剛度,捲筒設有活動支承。
特點
八稜錐捲筒稜錐強度高,扇形塊剛度大。扇形塊斜楔角12°,鑲條斜楔角16°43'51",扇形塊與鑲條在脹縮運動中互不干擾,但各斜楔面均保持接觸,脹開後鑲條正好填補扇形塊縫隙,捲筒成一整圓。由於斜楔角大於摩擦角,八稜錐捲筒也屬於自動縮徑式。由於脹縮缸避開捲筒軸線位置,捲筒可通過傳動軸15和齒形聯軸器14與主傳動電機直接相連,傳動系統有較小的轉動慣量。調節螺栓10限制脹縮連桿9的位置,從而達到調節捲筒脹縮量的目的。
拆卸扇形塊及鑲條時,先將芯軸4從花鍵軸6上擰下,便可進行其他部件的拆卸。八稜錐結構卷簡適用於高速連軋機的卷取。但結構較複雜,加工精度高,彈簧易損壞。
