
概念
 側平面
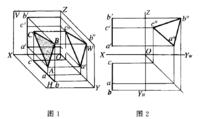
側平面如圖所示,其投影特性為:1.側平面的側面投影反映平面的實形;2.側平面的正面投影和水平投影各為一直線,具有積聚性;3.側平面的正面投影平行於OZ軸,即a' c' b' //OZ,側平面的水平投影平行於OY軸,即平行於側投影面。
加工圓柱體側平面的夾具
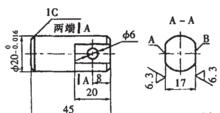 圖1 平面(圓柱體側平面)的零件
圖1 平面(圓柱體側平面)的零件在機械加工過程中經常會遇到加工如圖1所示A、B平面(圓柱體側平面)的零件,通常單件生產採用三爪卡盤裝夾進行加工,若遇到批量生產,再採用三爪卡盤裝夾加工就暴露出工效低、勞動強度大、費工時等弊端。我們在批量加工圓柱體側平面中,採用了如圖2所示2種不同結構的夾具來提高工效,減輕勞動強度。根據車間條件狀況任選一種都能滿足批量加工圓柱體側平面的需要的夾具,它不僅能在銑床上加工,也可用於刨床,使用方便,工效高。
結構原理
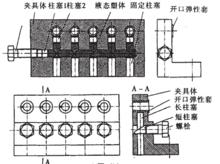 圖2 夾具
圖2 夾具(1)圖2(a)所示夾具主要由螺釘、夾具體、柱塞1、柱塞2、液態塑體、固定柱塞、開口彈性套組成在使用時,把工件插入開口彈性套內,用扳手旋緊螺栓以推動柱塞1向右運動。依靠夾具體內的液態塑體來傳遞力推動柱塞2頂緊開口彈性套至夾緊工件。待加工完畢,只需鬆開螺栓,開口彈性套靠自身的彈力自動鬆開,便可方便地取下工件。本夾具中的液態塑體也可以小鋼珠替代。此夾具可同時裝夾、鬆開數個工件,使用方便、效率高,但製作精度要求較高。
(2)圖2(b)所示夾具主要由夾具體、開口彈性套、長柱塞、短柱塞、螺栓組成在使用過程中,把工件插入開口彈性套的孔中,用扳手旋緊螺栓使短柱塞向左移動,短柱塞的軸向力通過斜面傳遞並推動長柱塞向上運動,至頂緊開口彈性套夾緊工件止。加工完畢後,只需鬆開螺栓,開口彈性套便靠自身彈力鬆開工件。此夾具在使用過程中沒有圖2(a)所示夾具方便(在使用時只能單件逐個夾緊)。
技術要求
(1)開口彈性套內外徑同心度不得超過0.08mm,與工件配合間隙不大於0.1—0.2mm,外徑粗糙度值為1.6,內徑粗糙度值為0.8,表面硬度38—40HRC。保證開口彈性套不能從夾具體上自由取下。
(2)圖2(a)所示液態塑體夾具澆注液態塑體時不需另設氣孔。柱塞配合公差推薦為DH7/h6,表面粗糙度值為1.6。
(3)圖2(a)所示夾具如選用鋼珠替代液態塑體,其直徑為φ1—φ3。
(4)圖2(b)所示夾具,長柱塞與短柱塞的斜面配合接觸面積須達75%以上,並且兩柱塞互為90°角,推薦長柱塞斜面與軸心成60°角。
圓柱上對稱側平面磨削工裝設計
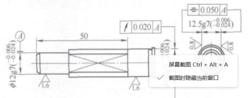 圖3 工件的結構簡圖
圖3 工件的結構簡圖圖3為工件的結構簡圖,工件圓柱上有兩個側平面,與基準A有對稱度的要求,採用常規的磨削方法,很難保證尺寸公差和位置公差。我們對工件的結構工藝性、定位基準的選擇進行了認真的分析,設計了磨削工裝,均一次磨削成功,驗證了此加工方法的可行性、合理性。
工件加工工藝分析
(1)在銑床上直接用萬能分度頭裝夾工件外圓,頂尖頂持,加工圓柱側平面,對稱度能達到要求,但表面粗糙度很難達到圖樣要求。
(2)粗銑後,磨削加工是最理想的,但是找正和裝夾是最困難的,每個平面都要試磨削後,測量剩餘的量,再進行磨削,反覆幾次才能完成加工,而且尺寸和對稱度時常會超差,出現廢品。如何方便、可靠地裝夾工件,保證加工和定位精度,我們設計了一套磨削工裝。
工裝的結構和工作原理
此工裝由三部分組成:
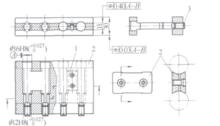 圖4 夾具體
圖4 夾具體(1)夾具體(見圖4中的標號1)上有4孔,孔的形狀與被加工零件一致,φ16H8、φ12H8是基準孔,上、下平面與基準孔有對稱度要求,兩個孔中間部位有一缺口,便於壓緊塊放入,每個φ12H8孔前端都有一個螺紋孔,整個夾具體像“工”字形,凹槽是砂輪的工作部分。
(2)壓緊塊(見圖4)由上、下兩個壓塊組成,用兩個螺釘聯接壓塊形成了V形槽,實現它的壓緊功能。
(3)限位螺釘是標準的螺桿,端面帶有一個凸台。由於工件平面長度尺寸50mm是未注公差,粗銑平面時,每一批尺寸50mm有可能不相等,這就需要限位螺釘調節工件在夾具體內的前、後距離,保證磨削長度一致。此夾具定位及使用過程:①壓緊塊放入夾具體內,將工件插入夾具體孔內,調整限位螺釘保證4件工件磨削區域一致,用彎尺找平工件圓柱側平面,旋緊壓緊塊螺釘,壓緊工件。②磁碟吸緊夾具體,用深度卡尺測量夾具體一端面到被加工表面實際距離,計算加工餘量(夾具體端面與成品圓柱側平面的距離是固定值),磨削平面。③工裝翻轉180°,同樣的方法磨削另一平面。一批工件,僅需首4件進行調試,其餘件磨削以磨床的刻度為準。
研究結論
該工裝解決了圓柱側平面對稱度磨削問題,以較新的設計理念,實現了工件的裝夾、定位的問題,保證了工件的加工要求,提高了生產效率。
