百科名片
上海源莘電子科技有限公司是國內最具成長性的,專業從事高端雙組份點膠產品及耗材的高新技術公司,擁有規範的公司治理架構和雄厚的資金實力。上海源莘電子科技有限公司一直致力於為用戶提供優異的高科技產品,服務於用戶,為國內點膠行業的良性發展做出積極地努力。 上海源莘電子科技有限公司代理日本仲氏液控nlc公司點膠設備及瑞士Baltec鉚接設備以及瑞士Sulzer Mixpac系統的膠黏劑包裝、混合耗材在中國區域的銷售。我們秉承“科技領先,服務至上”的經營理念,更優的價格,更好的服務,更低的風險將是我們服務與客戶始終不變和追求的宗旨
企業概況
我們可以給您提供以下產品和服務:
※ 代理Sulzer Mixpac產品:
● Sulzer Mixpac雙組分膠管
● Sulzer Mixpac靜態混合管
● Sulzer Mixpac雙組分膠槍
● Sulzer Mixpac雙組分設備
 產品圖片
產品圖片● 進口點膠分配閥門
● 國產點膠分配閥門
● 全系列精密點膠針頭
● 點膠相關各類轉接頭
※ 主要增值服務:
● 膠粘劑分裝
● 膠水套用工藝設計
● 定做相關點膠配件
● 混合管整箱變小數量分裝
● 膠水購買渠道免費介紹
我們正在努力推進中國區域膠粘劑套用多樣化,服務於不同領域,不同要求的客戶群體,讓客戶能夠更簡便,節約得到更高品質和要求膠粘劑產品的使用。我們期待您的來電!
公司核心價值觀:
客戶導向——理解並把握最終客戶的需求,為客戶提供最好的產品和服務。
以人為本——尊重員工,關心員工,人盡其才,為員工提供良好的發展平台。
精準求實——說到做到,誠實正直,用數據來說話,以事實為依據。
創新進取——勇於開拓,善於學習,打破常規,不斷超越。
主營:上海點膠機;全自動點膠機;雙組份點膠機;上海灌膠機;全自動灌膠機;雙組份灌膠機;靜態混合管批發;精密點膠針頭;AB膠筒批發;自動雙液灌膠機;全自動AB膠點膠機;全自動點膠機器人;上海點膠機廠家;全自動雙組份點膠機;全自動點膠機廠家;雙組份點膠機廠家;上海雙組份點膠機;點膠機價格;上海灌膠機廠家;上海點膠機廠技術領域
自動點膠機技術領域的偉大革新
----大功率LED點膠(即SMD點膠機)領域的高粘度流體微量噴射技術原理
這幾年隨著手持電子產品的輕便化,對電子產業中的核心點膠技術的要求也越來越高,在一系列的產業套用中,如大功率LED點膠(即SMD點膠機),或UV點膠/塗布柔性電路板點膠技術也進一步升級。高粘度流體微量噴射技術的出現,就是一個明顯的例子。
高粘度流體微量噴射技術原理,與氣壓泵的運動過程類似。該噴射技術在電子器件的紫外固化粘結劑(uv點膠/噴射)上的套用非常成功。此類噴射設備的供應商有Picodostec、Delo、Vermes和samon。
另一項新的噴射技術是由Mydata最近開發的。該點膠噴射技術使用一個壓電棒在一個半封閉的腔中作為激發部件。該腔對焊膏進料的點膠供應來說是開放的,供應線採用旋轉式正位移泵(RPDP)。當材料被壓入該腔中,壓電駐波運動將材料以尺寸穩定的液滴從噴嘴發射出去,速度高達500個液滴每秒。希盟點膠機推出的這種噴射裝置還比較新,但很有希望成為一種焊膏塗放的新方法,可在樣機製作或者高度混合的生產線上替換絲網印刷方法。該項技術的優點是採用RPDP,因此可以獲得正位移元件。
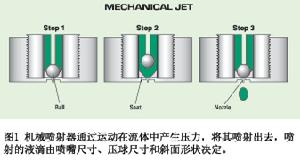
機械噴射器則以一種獨特的方式工作(圖1)。在希盟科技的介紹文檔中我們可以看到,將流體以相對較低的壓力引入到材料腔中。通常晶片下填充料粘結劑的壓力小於0.1 mPa,像液晶之類的低黏度材料壓力在0,01 mPa左右。機械噴射器通過運動在流體中產生壓力,將其噴射出去。噴射的液滴由噴嘴尺寸、壓球尺寸和斜面形狀決定。該技術的優點在於,在噴嘴位置可以獲得很高的局部壓力,這樣可以噴射那些黏度很高的流體。缺點則是使用的噴嘴尺寸要遠大於壓電或熱噴墨技術。然而,在噴射粘結劑或點膠其他一些電子封裝常用的材料時,如晶片下填充料、環氧樹脂、助焊劑、表面組裝粘結劑以及液晶,機械點膠噴射器得到了很好的套用。本技術雖然都沒有用到點膠針頭及點膠針筒子,但幾乎電子組裝領域涉及到的每一種流體材料都可以通過此項技術進行自動點膠。 所以希盟開發的此項技術在非觸接性噴射領域有著極高的使用範圍。
 原理
原理工作機理
材料向壓球/斜面位置的再填充由材料進給系統的壓力完成。噴射器的工作第一步是將壓球從斜面位置移開,讓流體補充到斜面區域。隨著連桿向上運動,第一個腔的容積變大;這樣流體從進給系統流向腔內。希盟公司推出的噴射嘴非常小並且進給系統提供的壓力足夠,這樣空氣無法從噴嘴位置抽入到系統中。之後將壓球以設定的速度快速向斜面位置移動。隨著連桿向下運動,流體開始轉移。與連桿接觸的流體隨著連桿運動,但在連桿和材料腔之間正中位置的流體是向進給系統運動的。這一過程一直持續到壓球接近斜面位置。在恰好接觸到斜面之前,一定體積的流體被卡在斜面位置,並只能經過噴嘴位置才能流動。這部分流體受到的壓力非常之高,一束流體就這樣從噴嘴發射出去。然而,這部分流體的補充源已經被卡斷,最終壓球與斜面接觸截斷流體束。
自動點膠噴射與針管注入
由於克服了針管注入的內在缺陷,各種噴射技術都要優於針管塗放方法。採用針管沉積材料的工藝需要針管、基板和流體在同一時間完全接觸。流體從針管流出後開始沉積過程,沉積停止後針管從沉積表面移開。隨著針管的抬升,由於粘性力,流體的斷開以及殘留在針管和表面的流體量都很難控制。在噴射工藝中,流體離開噴嘴噴射到沉積表面。這樣一個無法控制的變數就被消除了;其結果是工藝的可靠性、可重複性和操作範圍都得到了改善。
另一個優點是噴嘴的尺寸非常小可以形成細微的流體束並且其流速相對較高(1.5 米/秒)。點膠流體在噴嘴導管和針管中的物理本質是相同的(參見公式)。
然而100mm噴嘴的長度為0.5 mm,與沉積表面的距離為2 mm。等價的則是針床為32的針管,其長度超過2.5 mm。在同樣的流體壓力下,採用噴射技術可以得到五倍的流體。噴射的流體束是不受限制自由飛行的。而採用針管則包覆在流體周圍,一直到沉積位置。這樣,流體的沉積位置就由針管的位置決定,但針管本身可能已經彎曲或者定位機械手的位置有偏移。除此之外針管可能會不完全浸潤基板,這樣使流體會偏向針管的一邊,這樣更加劇了定位偏差。在這個問題上,使用者一定會提出疑問,為什麼針管會彎曲,這說明它撞到了某些物體。而這還會導致針管塗放過程中“晶片剪口”現象增多。這種現象是倒裝晶片的邊緣由於針管偏差引起的損壞。而採用噴射方法則完全避免了損壞晶片邊緣的問題(圖2)。
採用噴射液滴的方法製作密閉線還有一些意想不到的優點。以適當距離排列的液滴可以形成近乎完美的直線,如果在兩基板之間施加壓力,可以獲得無起伏的線性。隨著液滴受壓,它們的尺寸就會比液滴處於平衡位置的時候增大。然而,當一個液滴接觸到該軸線上的其他液滴時,在接觸點位置會產生對稱流動等效作用(圖3)。隨著液滴的持續受壓,流體將向未受限的邊界位置流動。起初,整個邊界的形狀是起伏的。隨著液滴進一步受壓,流體將沿最短的距離流動,也就是起伏最強烈的位置。這樣,在直線的自由表面上等效流動。這一特性對密封OLED、LCOS和平板顯示器(FPD)的組裝非常有利;以及在在柔性電路板(FPC)的點膠填充方面作用非凡。對於採用等距液滴形成的矩形或其他封閉圖形來說,其起始和終止位置是無從區分的,因此在塗放的線形上也沒有首尾液滴。這種情況對於針管塗放來說基本是不可能實現的。
關鍵技術
所有的噴射套用都帶動了新的封裝技術。在更小的空間內塗放流體的能力讓粘結劑和封裝電子在窄間距中的套用成為可能。
在IPHONE和IPOD的流行行勢不可擋時,柔性板上UV膠塗布和點膠噴射的精細化成為必須,只有更快,更精密的噴射體驗才能成就更輕更薄的時尚手機。在眾多的APPLE代工廠里, 我們看到希盟自動化的非接觸式噴射點膠嫻熟地工作;在更大功率的LED封裝領域,比如SMD的LED點膠中, 5W甚至更高的50W矽膠點膠也成為可以,當然這一切都是建立在非接觸式噴射全自動流水線點膠機的基礎上的。配以紅外測高和CCD視覺定位系統,希盟的全自動流水線點膠機可以輕易的實現以上的全部技能。我們有理由相信,在LED點膠機和UV噴膠領域,源莘自動化點膠機一定可以有更大的作為
點膠機在行業生產中的常見問題及解決方案
在點膠機行業中,生產中容易出現以下工問題,比如膠點大小不匹配、拉絲、膠水浸染焊盤、固化強度不好易掉片等。解決這些問題應整體研究各項技術工藝參數,從而找到解決問題的辦法。
那么如何解決點膠機在行業的這些問題呢?具體有以下幾點來解決點膠機出現的問題.
1 點膠量的大小
根據工作經驗,膠點直徑的大小應為焊盤間距的一半,貼片後膠點直徑應為膠點直徑的1.5倍。這樣就可以保證有充足的膠水來粘結元件又避免過多膠水浸染焊盤。點膠量多少由螺旋泵的旋轉時間長短來決定,實際中應根據生產情況(室溫、膠水的粘性等)選擇泵的旋轉時間。
2 點膠壓力(背壓)
目前所用點膠機採用螺旋泵供給點膠針頭膠管採取一個壓力來保證足夠膠水供給螺旋泵(以美國CAMALOT5000為例)。背壓壓力太大易造成膠溢出、膠量過多;壓力太小則會出現點膠斷續現象,漏點,從而造成缺陷。應根據同品質的膠水、工作環境溫度來選擇壓力。環境溫度高則會使膠水粘度變小、流動性變好,這時需調低背壓就可保證膠水的供給,反之亦然。
3 針頭大小
在工作實際中,針頭內徑大小應為點膠膠點直徑的1/2,點膠過程中,應根據PCB上焊盤大小來選取點膠針頭:如0805和1206的焊盤大小相差不大,可以選取同一種針頭,但是對於相差懸殊的焊盤就要選取不同針頭,這樣既可以保證膠點質量,又可以提高生產效率。
4 針頭與PCB板間的距離
不同的點膠機採用不同的針頭,有些針頭有一定的止動度(如CAM/A LOT 5000)。每次工作開始應做針頭與PCB距離的校準,即Z軸高度校準。
5 膠水溫度
一般環氧樹脂膠水應保存在0--5℃的冰櫃中,使用時應提前1/2小時拿出,使膠水充分與工作溫度相符合。膠水的使用溫度應為23℃--25℃;環境溫度對膠水的粘度影響很大,溫度過低則會膠點變小,出現拉絲現象。環境溫度相差5℃,會造成50%點膠量變化。因而對於環境溫度應加以控制。同時環境的溫度也應該給予保證,濕度小膠點易變乾,影響粘結力。
6 膠水的粘度
膠的粘度直接影響點膠的質量。粘度大,則膠點會變小,甚至拉絲;粘度小,膠點會變大,進而可能滲染焊盤。點膠過程中,應對不同粘度的膠水,選取合理的背壓和點膠速度。
7 固化溫度曲線
對於膠水的固化,一般生產廠家已給出溫度曲線。在實際應儘可能採用較高溫度來固化,使膠水固化後有足夠強度。
8 氣泡
膠水一定不能有氣泡。一個小小氣就會造成許多焊盤沒有膠水;每次中途更換膠管時應排空連線處的空氣,防止出現空打現象。
對於以上各參數的調整,應按由點及面的方式,任何一個參數的變化都會影響到其他方面,同時缺陷的產生,可能是多個方面所造成的,應對可能的因素逐項檢查,進而排除。總之,在生產中應該按照實際情況來調整各參數,既要保證生產質量,又能提高生產效率
