
電收塵的原理
含塵氣體通過高壓直流電源所形成的非勻強電場中,電源的負極稱為陰極、放電極、電暈極,電源的正極稱為陽極、集電極、沉澱極,當電壓升高到一定數值時,在陰極附近的電場強度迫使氣體發生碰撞電離,形成大量正負離子。由於在電暈極附近的陽離子趨向電暈極的路程極短,速度低,碰上粉塵的機會很少,因此,絕大部分粉塵與路程長的負離子相撞而帶上負電,飛向集塵極,只有極少數粉塵積於電暈極,定期振打集塵極及電暈極,兩極吸附的粉塵落入集灰斗中,通過卸灰裝置卸至輸送機械運走 。
電收塵的結構
 電收塵
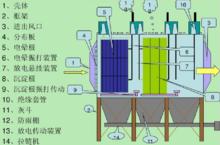
電收塵電收塵主要由電暈極、沉澱極、振打裝置、氣體均布裝置、電收塵的殼體、保溫箱、排灰裝置和高壓整流機組組成。電收塵的主要工作部件為電暈極和集塵極 。
電暈極
電暈極系統主要包括電暈線、電暈極框架、框架懸吊桿、支撐絕緣套管、電暈極振打裝置等;電暈極為電收塵的放電極。
集塵極
集塵極可分為板式和管式兩種類型。
板式集塵極通常由幾塊長條板安裝在一下懸掛架上組成一排,一個電收塵可由多排集塵極板組合而成。相鄰兩排中心距為250-350mm。
管式集塵極的形狀有圓形和六角形等。圓形集塵極內徑一般為200-350mm,管長3-7m不等。
振打裝置
錘擊振打裝置
由振打錘、承振砧鐵和振打桿組成。
彈簧-凸輪振打裝置
既可用於電暈極振打又可用於集塵極振打。主要由振打桿(或板)、彈簧、迴轉機構、振動錘、凸輪等組成。
電磁脈衝振打裝置
主要由脈衝電流發生器和衝擊振打器兩部分組成。
1.錘擊振打裝置
由振打錘、承振砧鐵和振打桿組成。
2.彈簧-凸輪振打裝置
既可用於電暈極振打又可用於集塵極振打。主要由振打桿(或板)、彈簧、迴轉機構、振動錘、凸輪等組成。
3.電磁脈衝振打裝置
主要由脈衝電流發生器和衝擊振打器兩部分組成。
氣體分布裝置
在電收塵的各個工作橫斷面上,氣體流速應力求均勻。
殼體、保溫箱、排灰裝置
殼體
保溫箱
當絕緣套管周圍溫度過低時,其表面會產生冷凝水。
排灰裝置
電收塵常用的排灰裝置有閃動閥、葉輪下料器(又稱迴轉閥)和雙級重錘閥。
1.殼體
2.保溫箱
當絕緣套管周圍溫度過低時,其表面會產生冷凝水。
3.排灰裝置
電收塵常用的排灰裝置有閃動閥、葉輪下料器(又稱迴轉閥)和雙級重錘閥。
電收塵的特點
除塵效率高:電除塵器可以用通過加長電場長度的辦法提高捕集效率。煙氣中粉塵處於一般狀態時,其捕集效率可達99%以上。
設備阻力小,能耗低:電除塵器的能耗主要包括設備阻力損失、供電裝置、加熱保溫和振打電動機等。電除塵器的阻力一般在200~300Pa,約為袋式除塵器的1/5。由於能耗較小,很少更換易損件,所以運行費用比袋式除塵器要低得多。
適用範圍廣:電除塵器可捕集粒徑小於0.1μm的粒子、300~400℃的高溫煙氣。當煙氣的各項參數在一定範圍內波動時,電除塵器仍能保持良好的捕集性能。煙氣中粉塵的電阻率對電除塵器運行有著重要影響,當電阻率小於104Ω·cm或大於2*1010Ω·cm時,電除塵器的正常過程受到干擾。
處理風量大:由於結構上易於模組化,可以實現裝置大型化。目前單台電除塵器煙氣處理量已達200X104m3/h。這樣大的煙氣量用其他除塵器來處理是不經濟的。
一次投資大:電除塵器和其他除塵設備相比,結構複雜,耗用鋼材較多,每個電場需配用一套高壓電源及控制裝置,因此價格昂貴。
1.除塵效率高:電除塵器可以用通過加長電場長度的辦法提高捕集效率。煙氣中粉塵處於一般狀態時,其捕集效率可達99%以上。
2.設備阻力小,能耗低:電除塵器的能耗主要包括設備阻力損失、供電裝置、加熱保溫和振打電動機等。電除塵器的阻力一般在200~300Pa,約為袋式除塵器的1/5。由於能耗較小,很少更換易損件,所以運行費用比袋式除塵器要低得多。
3.適用範圍廣:電除塵器可捕集粒徑小於0.1μm的粒子、300~400℃的高溫煙氣。當煙氣的各項參數在一定範圍內波動時,電除塵器仍能保持良好的捕集性能。煙氣中粉塵的電阻率對電除塵器運行有著重要影響,當電阻率小於104Ω·cm或大於2*1010Ω·cm時,電除塵器的正常過程受到干擾。
4.處理風量大:由於結構上易於模組化,可以實現裝置大型化。目前單台電除塵器煙氣處理量已達200X104m3/h。這樣大的煙氣量用其他除塵器來處理是不經濟的。
5.一次投資大:電除塵器和其他除塵設備相比,結構複雜,耗用鋼材較多,每個電場需配用一套高壓電源及控制裝置,因此價格昂貴。
常見故障及排除方法
•常見機械故障及排除方法
| 故障 | 產生原因 | 排除方法 |
| 反電暈 | 粉塵比電阻高於規定值未及時清掃沉澱板上的積灰。 | 預先對氣體進行比電阻調質,可採用增濕法清掃沉澱板積灰。 |
| 沉澱極斷裂 | 由於漏風或開停時電場內部結露,廢氣中的SO使極板腐蝕。 風速高,風量大使極板被粉塵磨損 | 極板改用耐腐蝕材質。 通熱風入電場,在開停前後使場內溫度保持在露點以上 20-30℃。 |
| 振打傳動電機燒毀 | 冷態時,轉軸各軸承的中心線不同心軸變形或軸鏈輪平面與電動機鏈化平面不重合,導致轉矩增大。熱態時,因溫度作用時,轉動軸發生變化,或因溫度不均勻,各軸承中心線不在一直線上,造成阻力急劇上升。 | 調整各同心度,放大軸承間隙,每根軸上進行一點軸向固定,進行多次調整,電動機加過載保護,注意氣流分布均勻性,以保證溫度的均勻。 |
| 電暈極線鬆弛 | 由於電暈線過長,電暈極部分各表面溫度不均,各電暈極線鬆緊程度不同,電收塵器啟動停車頻繁。 | 將電暈極線長度改短。將暈線鬆弛後可用漆包線縛緊。用扳線工具,將鬆弛的電暈線縛緊。 |
| 電暈線斷裂 | 由於振打作用產生間隙,使電暈線及框架結構的掛鈎和掛環的連線處產生弧光放電,而將鉤與環連線處燒斷;電暈線鬆弛,振打時產生擺動,引起電弧入電,燒斷電暈線 漏進空氣引起冷凝,造成腐蝕;振打過大,使極線疲勞。 | 將掛鈎和掛環連線處點焊固定;對於星形線,應將其端頭螺栓改焊接為整體加工,其螺栓與陰極框架緊固後也應加以點焊;縮短電暈線的長度,電暈線兩端可改用螺栓連線緊固堵漏,降低振打以保持適中;條件許可,改用RS芒刺線。 |
| 電暈封閉 | 進口含塵濃度超過35g/m3 ,未及時清掃電暈電極清灰。 | 控制入口處的含濃度振打,吹掃電暈極上清灰。 |
| 振打失靈 | 振打機構傳動軸竄軸、卡錘、掉砧鐵、掉錘和振打錘偏離砧鐵中心等電極積灰嚴重。 | 將振打機構改為側部澆臂錘振打機構, 將夾板錘改為仿形錘,砧鐵與撞擊桿用釘或螺檢連線後再加焊。傳動軸上設萬向聯軸器和特種支撐,減少竄軸和卡軸傳動裝臵要定期加油。建立合理振打制度,一般以陽極板積灰厚度達5-10mm時振打為宜。 |
| 陽極板彎曲變形 | 卸灰不暢,積灰進入極板之間,電場短路,陽極板被烘熱變形,煙氣溫度過高或電場爆炸引起變形。 | 取出極板整形,此法不好。極板間加腰帶,變形陽極板用電焊加熱後再用小葫蘆等工具拉直,套上扁鋼腰帶,但要防止腰帶對陰極放電。 |
•常見工藝故障及排除方法
| 故障 | 產生原因 | 排除方法 |
| 電流上升,電壓不動或剛升壓就跳閘。 | 極絲斷,陽極板高壓電纜被擊穿,石英管受污染磨損破裂。 | 停機;進電場檢查。 |
| 有電壓無電流或電流很小。 | 電極上積灰較多,比電阻高。 | 停機;清灰、換電阻。 |
| 電流、電壓均不穩定、容易跳閘。 | 穩定後調節太大或太小。 | 調節適當。 |
| 電壓上升出現跳閘。 | 電場溫度較低。 | 適當加溫。 |
| 電壓升不高,電流減小或電壓不升高,電流表上升快或者立即跳閘。 | 電場風道過高,電極發生振動,陰極、陽極間距小,電場內積灰過多,吊懸螺栓鬆動。 | 停機進電場檢查,針對原因解決。 |
| 高壓迴路短路,電暈絲斷 靠近正極板 | 使用時間較長,電暈絲損耗腐蝕。 | 停機時電場檢查,更換電暈絲。 |
| 石英套管開裂擊穿 | 石英套管腐蝕,積灰多。 | 停機、清灰、更換。 |
| 高壓迴路短短路 | 極板受振打和風的衝擊力變形,脫焊移位。 | 停機時電場檢查,針對原因解決。 |
| 振打失靈 | 振打軸承和振打點移位。 | 停機進電場檢查校正。 |
| 振打電動機燒壞 | 機械卡住,彈子磨損。 | 停機時電場檢查針對原因解決,更換電動機。 |
| 分格輪卡住 | 電場內異物掉入灰斗。 | 停機打開檢查門,清理。 |
| 分格輪電流表大 | 下灰量過多,保險絲熔或發燙。 | 停機檢查,調節下灰量使下灰。適當更換保險絲。 |
| 螺運機滿灰堵住開關 | 窯灰管道堵塞灰量過多,螺運機葉片變形或脫焊,螺運機跳開關分格輪在轉。 | 疏理管道,調節下灰量;停機檢查、針對總是解決。 |
| 閘板啟閉不靈活 | 被料渣、鐵粒(塊)等雜物卡住,閘板套磨損,閘板安裝不正。 | 經常檢查篩析機篩網,發現破損及時修補或更換閘板套磨損後及時更換 安裝時要使閘板;連桿、手柄的結合處保持一條直線上。 |
| 主軸易損壞 | 水泥中常混有料渣、鐵渣等,在軸的密封部位卡住,磨損主軸。主軸細長,承受轉矩時易彎曲,增加了磨損程度。 | 更換壞軸。採取措施預防主軸損壞。 |
