
簡介
開放式塑煉機也叫雙輥機、開煉機。在實驗室和工業生產中都能使用,其結構如下圖所示。
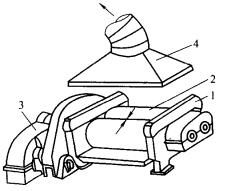 開放式塑煉機
開放式塑煉機它是通過兩個具有一定速度差的轉動輥筒對物料進行混合、塑化。兩輥筒相向旋轉,使物料在輥隙內受到強烈的擠壓和剪下,從而產生較大的形變,增加了各組分間的界面,達到了分布混合;又由於輥筒溫度較高,同時物料剪下產生一定熱量,最後物料融化,塑煉均勻後,出片再進行切粒即可。
一般影響開煉機塑化質量的因素有:輥筒溫度、輥筒間距、前後輥筒速度、物料的堆放量、打三角包次數(一般3~5次)等。
一般塑煉聚乙烯時,輥筒溫度140~160℃,聚丙烯為165~180℃,輥筒間距可小到0.5mm左右,大到5mm左右;前後輥速度之比為1∶1.2或1∶1.3或1∶1.5;物料堆放量根據具體設備而定。
開放式塑煉機規格
開煉機的規格常用“輥筒直徑×輥筒長度”表示,單位為mm(過去用英寸表示)。如實驗室用Φ160mm×320,mm,表示直徑為160mm,長度為320mm,輥筒速比可調,每次加料量1~2kg,功率為5.5kW;工業上用開煉機有j6400mm×1000mm、Φ550mm×1500mm、Φ650mm×2100mm等多種規格,每次加料量15~100kg,功率為40~110kW,前輥速度為20~32m/min等。
套用
混煉設備常用的是開放式塑煉機、單螺桿擠出機、雙螺桿擠出機等。其他還有密煉機以及最新出現的雙轉子連續混煉機等。
開煉機除用於塑膠的塑化外,還可以用於塑膠的混合、填充物的混煉、共混改性物的混煉、母料的製備,以及為壓延機連續提供塑化的塑膠等。塑膠在開煉機中的塑煉主要通過輥簡間強大的剪下力、擠壓力以及輥簡表面對它的加熱來完成的。
