
簡介
雙輥式板帶鑄軋機上的鑄軋輥不完全等同於普通熱板帶軋機上的軋輥,它不僅擔當像普通熱板帶軋機軋輥是變形工具的角色,而且還起著鑄軋過程中水冷結晶器的作用。
作用
液態金屬注入鑄軋輥之間後需要完成冷卻、結晶變形,直到成為所需要斷面形狀的金屬帶坯。工作時鑄軋輥的輥套外表面與炙熱的金屬液接觸,輥套內部又有強力冷卻水的沖刷,以便迅速地帶走大量的熱量,它們之間進行著強烈的熱交換。鑄軋輥既承受著變形金屬的軋制壓力,又承受著巨大的熱交換應力,因而對鑄軋輥套材料和鑄軋輥結構提出了特殊的要求,選擇的輥套材料能經得起交變的熱負荷,有足夠的傳熱能力,不與金屬液起化學反應,有足夠的強度和剛度,保證鑄軋過程的順利進行。
結構
 鑄軋輥
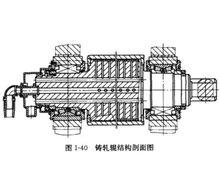
鑄軋輥在鑄軋輥結構上要求輥套和輥芯相互間採用過盈熱裝,不能有相對轉動和軸向竄動,輥套和輥芯之間的端面應當進行焊接,或者採用密封。沿輥身長度方向的溫差要小,不應當超過5℃同時還要考慮鑄軋輥的加工工藝和裝配工藝上的方便性,以便降低生產成本。鑄軋輥的結構多採用鋼輥芯和由耐熱鋼輥套熱裝而成的結構形式,如圖所示。
分類
 冷卻水供水系統
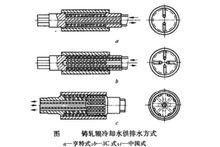
冷卻水供水系統各種鑄軋輥在結構上的主要區別在於冷卻水供水系統的不同。
1、如圖a為美國亨特式雙輥鑄軋機的鑄軋輥結構圖,它是從輥的一端利用特殊的分配套管,將冷卻水送入和輸出鑄軋輥。進人鑄軋輥的冷卻水沿輥直徑方向散開,流到輥芯與輥套之間,再分成兩個相反的水路,經過半個鑄軋輥圓周,經輥直徑方向的水路,向內流人縱向槽溝,經集水裝置排人循環水系統。該結構鑄軋輥表面溫度均勻,冷卻效果較好,但結構複雜,製造困難。
2、如圖b是法國3C雙輥鑄軋機的鑄軋輥結構,其冷卻水是通過設在輥端的兩個孔進入軋輥,並又通過兩個孔流出。進入軋輥的冷卻水從輥芯上的孔流入輥芯與輥套之間,然後再流經軋輥的四分之一周后排出。輥套與輥芯需過盈熱裝,過盈量取0. 25~0. 4 mm,等裝配好的鑄軋輥冷卻後,將配合縫的外表面焊合。
3、國內一些工廠的鑄軋輥多採用圖c所示的結構形式。冷卻水供排方式是通過輥芯端部一個中心入水孔輸人,沿中心孔鑽有許多排徑向小孔,每排4個徑向小孔,直接通向輥套和輥芯之間的溝槽,由圍繞中心如水孔和進水孔相差45°的4個徑向排水孔出水。輥芯表面開有橫向和縱向交叉的井字格溝槽,可以使輥套內表面與循環冷卻水充分接觸,達到溫度分布均勻,軸向沮差小的目的。
