
簡介
鐓頭器是預應力施工中利用油泵作為動力,冷鐓高強鋼絲的液壓設備。在預應力張拉錨固中,由於鐓頭錨固具有錨固性能好、噸位大小布置靈活、適應性廣,張拉操作方便,可以方便地進行重複張拉藉以彌補部分應力損失,使高強鋼材獲得充分利用等優點,所以國內外大量使用高強鋼絲激頭錨固的辦法,目前已廣泛地套用於先張法或後張祛生產橋樑、軌枕、電桿、大型水壓機機架、大型水工建築、原子能反應堆安全殼、保護殼以及了業與民用房屋建築中的屋面板、V形折板、升板等構件中。
LD10型鐓頭器
 LD10型鐓頭器
LD10型鐓頭器LD10型 鐓頭器是一種液壓冷鐓器。主要用於DM型預應力張拉錨固體系中鋼絲束的鐓頭處理。在鋼束下料完成後進行編束.將鋼絲一端穿過錨杯後鐓頭,待鋼絲束的另一端錨穿過錨杯或錨板後再鐓頭。鋼絲鐓頭頭形狀有蘑菇形和平台形兩種。
工作原理
將鐓頭器與油泵聯接,操作油泵,油液進入缸內,推動活塞,使夾緊夾片將鋼絲夾緊。
當達到一定壓力後,順序閥中單向閥打開,油液進入夾緊活塞的內腔,推動鐓頭活塞對鋼絲進行鐓頭;到達額定壓力時卸荷。
在回程彈簧作用下各零件自動復位,完成鐓頭工作。
使用方法
鐓頭器可以以任何工作油壓大於400公斤/厘米 的電動或手動油泵為動力進行工作。正式操作前,必需通過試驗確定合適的鐓頭油壓數值,以便獲得符合要求的冷鐓頭。對冷鐓頭的要求主要包括如下幾項:
1.冷鐓頭直徑要求在7.6~8毫米之間,這樣的頭形有較大的抗剪強度,一般能保證鋼絲被拉斷時斷於母材,而不斷於頭部;
2.冷鐓頭不能太偏;
3.冷鐓頭不能產生橫向裂紋。
由於我國生產的標準強度高強鐵絲,實際極限強度差別較大,截取長40厘米左右的鋼絲試件若干根,以360~400公斤/厘米 的不同壓力數值冷鐓試件幾組,測量其頭形直徑,使其滿足上述要求。再在拉力試驗機上做靜力拉伸試驗,鋼絲破壞時要保證斷於母材而不斷於頭部。在此前提下,再考慮對冷鐓頭的其它要求,確定一油壓數值作為鐓頭油壓數值。可將油泵上的安全閥調到這一數值,以保證鐓頭油壓的穩定。
操作時,將油泵用高壓膠管或紫銅管與鐓頭器相連,開動油泵,使鐓頭器充油,空載運行兩、三次觀察鐓頭器運行是否正常,各密封部位有無漏油現象。此時油壓不可過高(一般不超過100公斤/厘米 ),當三片夾片合攏後立即卸荷,以免夾片受力過大損壞。鐓頭器運行如正常,即將鋼絲放人三片夾片的中心孔內,直抵鐓頭模的凹孔中,用手扶持鋼絲,給油泵送油,三片夾片便逐漸合攏夾住鋼絲後即不用扶持,油壓不斷升高至鐓頭油壓數值時立即卸荷,三片夾片退回並張開,取出已鐓頭的鋼絲。每分鐘可鐓頭8~12個。使用切筋器時,將鐓頭器的錨杯連同三片夾片一同取下,將已組裝好的切斷裝置擰在鐓頭器殼體上,將欲切斷的鋼絲放人定刀片的溝槽中,使油泵送油,動刀片即將鋼絲剪斷,這時立即卸荷,動刀片退回原位,取下已切斷的鋼絲。
注意事項
1.所用高壓油液,建議冬季使用10號機械油,夏季使用20號機械油。嚴寒或酷熱地區可作適當調整,油液應保持清潔,定期更換。
2.使用新油管前,管內套用輕油沖洗,也可用油泵中的油沖洗,使清潔後方能與鐓頭器連線。
3.如冷鐓後鋼絲取不出來時,可能因頭形過大引起,可將錨杯擰松幾扣,直到取出鋼絲,然後再將錨杯擰緊。
4.產生滑絲現象時,應檢查夾片是否損壞或磨損,及時調換夾片。
5.定期清理積存在錨杯中的銹粉,並在錨杯內壁塗潤滑脂。
用途
鐓頭器是一種預應力工程專用設備,可用於各預製廠的先張法製品工藝,還可用於各種後張法預應力施工中高強鋼絲束的鐓頭工作。
鐓頭器體積小、重量輕、結構合理、操作、維修方便,質量穩定可靠,設計合理,套用廣泛,維修方便。
GD型鐓頭器
GD 型系列鐓頭器是預應力工程中的專用設備。可在各種後張法預應力工程中製作主強度鋼絲束的鐓頭,也可用於預製廠的先張製品工藝,且附有切筋器,可翦斷一定圍直徑的高強鋼筋。該產品廣泛用於市政、鐵路、橋樑、水電等預應力筋的鐓頭。
機械構造
鐓頭器由鐓頭器主機與切筋器兩部分構成。鐓頭器主機主要用於在後張法預應力工程中,GD型系列鐓頭器是製作高強度鋼絲束的鐓頭的的專用設備;切筋器主要用於切斷高強度鋼絲束專用設備。
1、鐓頭器構造
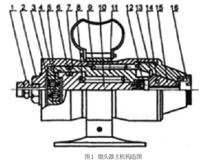
鐓頭器主機由 1) 油嘴;2) 殼體;3) 順序閥;4)O 型密封圈;5) 回油嘴;6)YX 型密封圈;7)YX 型密封圈;8) 墩頭活塞回程彈簧;9) 夾緊活塞回程彈簧;10) 墩頭活塞;11) 夾緊活塞;12) 墩頭模;13) 錨環;14) 夾片張開彈簧;15) 夾片張開彈簧等零部件組成,如圖所示。
 鐓頭器
鐓頭器切筋器構造
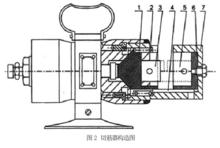
切筋器構造由 1)動刀座;2)動刀座回程彈簧;3)動刀片;4)導向鍵;5)定刀片;6)定刀座;7)刀架以及主機組成等零部件組成。主要用於切斷高強度鋼絲束,如圖所示。
 鐓頭器
鐓頭器工作原理
1、鐓頭工作原理
1) 鋼絲插入鐓頭器,開啟油泵,外缸進油,在鋼絲未被夾緊前,外缸處於低壓狀態,順序閥不開啟,內缸不充油。此時,內外活塞聯成整體,徐徐向前推移,隨之逐漸調整鋼絲在夾片與鐓頭模之間的距離,使之適合預鐓頭成形所需要的長度。同時,經外活塞推動夾片逐漸收攏,直至貼緊鋼絲。
2) 夾片貼堅鋼絲後,外缸逐漸升壓,鋼絲隨之被逐步夾緊,到設計所要求預緊壓力後,順序閥開啟,內缸充油。內活塞隨油壓升高推動鐓頭模向前移動陝緊力也按比例繼續增力。迫使鋼絲在鐓鍛長度內塑性變形,獲得所要求的頭形。
3) 卸去油壓,依靠有關回程彈簧使各部件復位,取出鋼絲,完成一次鐓頭,如圖3所示。
2、切筋工作原理
本機可根據用戶要求配套切筋器,可一機二用,主要用於切斷高強度鋼絲束切筋器。工作原理:將欲切斷之鋼絲放在兩刀片之間,切筋器進油,動刀座運動,直至切斷鋼絲,立即回油,動刀座回復原位。
