簡介
一、逆變IGBT氣體保護焊控制板設計原理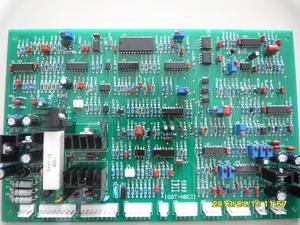
類別
一、逆變式CO2氣體保護焊控制板類別1、NB-350
2、NB-500
3、NB-630
4、NB-600KH
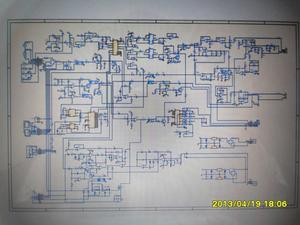
一、逆變式CO2氣體保護焊控制板原理圖
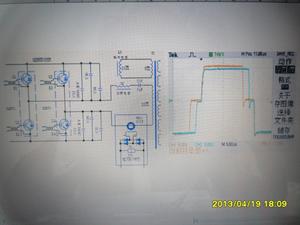
二、逆變式CO2氣體保護焊控制板軟開關原理
軟開關在全橋逆變的基礎上設定超前臂、滯後臂,由吸收電路、諧振隔直電容、諧振電感、主變壓器、換向電感、檢流板、驅動電路構成軟開關電路,電路和驅動波形。
簡介一、逆變IGBT氣體保護焊控制板設計原理採用IGBT軟開關逆變技術,工頻三相380V電源輸入整流、濾波後通過IGBT逆變為中頻交流,經中頻變壓器降壓、整流、濾波後輸出適合於焊接的直流電,然後接入送絲機、焊槍輸出。 通過靈敏的反饋電路來控制焊機的動態回響速度;控制電路對整機進行閉環控制,使焊接電源有抗電網波動能力,焊接性能優異;通過逆變減小了焊機的體積和重量,提高焊接性能,此IGBT二氧化碳氣體保護焊主控制板、驅動板詳細說明和性能見濟光電子網頁。 類別一、逆變式CO2氣體保護焊控制板類別1、NB-3502、NB-5003、NB-6304、NB-600KH一、逆變式CO2氣體保護焊控制板原理圖二、逆變式CO2氣體保護焊控制板軟開關原理軟開關在全橋逆變的基礎上設定超前臂、滯後臂,由吸收電路、諧振隔直電容、諧振電感、主變壓器、換向電感、檢流板、驅動電路構成軟開關電路,電路和驅動波形。
