超聲焊介紹
超聲焊,英文翻譯為ultrasonic welding,是一種快捷,乾淨,有效的裝配工藝。用來裝配處理熱塑性塑膠配件及一些合成構件的方法。目前被運用於塑膠製品之間的粘結,塑膠製品與金屬配件的粘結及其它非塑膠材料之間的粘結。是利用超音波發生器產生的能量,通過換能器在超高頻的磁場感應下,迅速伸縮產生彈性振動,使劈刀相應振動,同時在劈刀上施加一定的壓力,於是劈刀在這兩種力的共同作用下,帶動AI絲在被焊區的金屬化層如(AI膜)表面迅速摩擦,使AI絲和AI膜表面產生塑性變形,這種形變也破壞了AI層界面的氧化層,使兩個純淨的金屬表面緊密接觸達到原子間的結合,從而形成焊接。主要焊接材料為鋁線焊頭,一般為楔形。
 超聲焊系統
超聲焊系統超聲焊原理
通過上焊件把超聲能量傳送到焊區,由於焊區即兩個焊接的交界面處聲阻大,因此會產生局部高溫。又
 超聲焊原理
超聲焊原理超聲焊套用場合
由於超音波焊接具備以下的優點:(1)節能 (2)無需裝備散煙散熱的通風裝置 (3)成本低,效率高 (4)容易實現自動化生產,因此超聲焊在塑膠、電子、電器、汽車配件、包裝、環保、醫療器械、無紡布、玩具、通信器材等行業都被使用。它取代了溶劑粘膠,機械固定及其它的粘接工藝,是一種先進的裝配技術。 超音波焊接不但有連線裝配功能而且具有防潮、防水的密封效果。因此,被廣泛廣泛套用於電子器件中引線與鍺、矽上的金屬鍍膜的焊接,積體電路中各種金屬(鋁、銅、金、鎳)與陶瓷、玻璃上的金屬鍍膜的焊接,熱電偶焊接,化學活性物質如炸藥、試劑、易爆品的封裝焊接等。
超聲焊套用方法
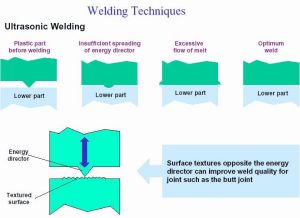
熔接法以超音波超高頻率振動的焊頭在適度壓力下,使二塊塑膠的接合面產生磨擦熱而瞬間熔融接合,焊接強度可與本體媲美,採用合適的工件和合理的接口設計,可達到水密及氣密,並免除採用輔助品所帶來的不便,實現高效清潔的熔接。
鉚焊法將超音波超高頻率振動的焊頭,壓著塑膠品突出的梢頭,使其瞬間發熱融成為鉚釘形狀,使不同材質的材料機械鉚合在一起。
埋植藉著焊頭之傳導及適當之壓力,瞬間將金屬零件(如螺母、螺桿等)擠入預留入塑膠孔內,固定在一定深度,完成後無論拉力、扭力均可媲美傳統模具內成型之強度,可免除射出模受損及射出緩慢之缺點。
成型本方法與鉚焊法類似,將凹狀的焊頭壓著於塑膠品外圈,焊頭髮出超音波超高頻振動後將塑膠溶融成形而包覆於金屬物件使其固定,且外觀光滑美觀、此方法多使用在電子類、喇叭之固定成形,及化妝品類之鏡片固定等。
點焊A、 將二片塑膠分點熔接無需預先設計焊線,達到熔接目的。
B、 對比較大型工件,不易設計焊線的工件進行分點焊接,而達到熔接效果,可同時點焊多點。
運用超音波瞬間發振工作原理,對化纖織物進行切割,其優點切口光潔不開裂、不拉絲。
超聲焊套用問題
熱阻要達到工件的熔點超音波換能器把電能轉換為機械後,通過工件物質分子進行傳導,超音波聲波在固體中地傳導聲阻遠小於在空氣中的聲阻,當聲波通過工件接縫時,縫隙中的聲阻大,產生的熱能相當就大。溫度首先達到工件的熔點,再加上一定的壓力,使接縫熔接。而工件的其它部分由於熱阻小,溫度低不會熔接。
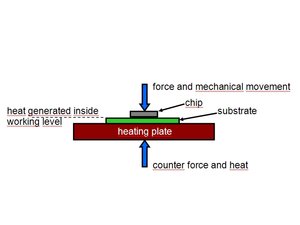
兩種工件一定要可熔接不同種材質之間有的能更好地焊接,有的是基本能相熔,有的是不相熔的。同一材料之間熔點是相同的,從原理講是可以焊接的,但是當要焊接的工件的熔點大於350℃時,就不在適合用超聲焊接了。因為超聲是瞬間使工件分子溶化,判斷依據是在3秒之內,不能良好熔接,就應該選擇其它焊接工藝。如熱板焊接等。一般來講ABS料是最容易焊接,尼龍或PP料是最難熔接的。
接縫面積有一定的要求當瞬間能量產生時,接縫面積越大,能量分散越嚴重,焊接效果越差,甚至無法焊接。另外超音波是縱向傳波的,能量損失同距離成正比,遠距離焊接應控制在6厘米以內。焊接線應控制在30----80絲之間為宜,工件的壁厚不能低於2毫米,否則不能良好熔接,特別是要求氣密的產品。
超音波焊接機輸出功率要衡定超音波塑焊機輸出功率的大小,同壓電陶瓷片的直徑和厚度、材質、設計工藝決定,一但超音波換能器定型,最大功率也就定型了,衡量輸出能量的大小是一個複雜的過成,不是超音波換能器越大,電路使用超音波功率管越多,輸出能量就越大,它須要相當複雜的振幅測量儀,才能準確測量其振幅,
走出超聲焊接機種誤區使用多大輸出功率,振盪頻率、振幅範圍,要根據工件的材料、焊線面積、工件內是否有電子元器件、是否要氣密等因素來考慮。誤認為功率越大越好。這也是一個誤解。如果對超聲不是太了解。最好請教正規的超音波生產廠工程技術人員。有條件的話最好到廠家現場溝通,不要盲目聽從一些非正規超音波設備銷售人員的誤導。
超音波焊頭結構需要嚴格檢驗正規超音波模具生產商進料都有一套嚴格地檢驗程式,加工尺寸都是經過計算機軟體模擬和校驗後加工出來的。品質才有保障。這些工序一般作坊是無法做到的,如不經過合理地設計,做出的模具,在焊接小工件時,反應問題還不明顯,當大功率時就會出現各種弊端。嚴重時直接損壞功率元件。
