
概念
膜帶在工程上常運用於流延成型工藝,漿料與膜帶界面之間的界面張力與潤濕性兩者緊密相關。膜帶速率通常也叫流延速率,它決定了流延坯片的產率。
流延成形
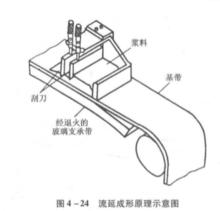 圖1
圖1流延成形的原理如圖1所示,先將粉末製成穩定、分散的懸浮液料漿,並放入料斗中,然後,料漿從料斗下部流至傳送帶上形成一定厚度的膜,用刮刀控制膜的厚度。再經紅外線加熱烘乾,得到膜坯。最後卷膜,並進行高溫燒結,就可以製成產品。因此,流延成形又稱為刮刀成形。
 膜帶
膜帶流延成形特別適合於製造厚度為0.05mm以下的薄膜,這樣的薄膜產品常用於小體積、大容量的電子器件。由於要製造超薄製品,要求粉末粒度細小、顆粒形狀為球形、流動性好.此外,粉末粒度還與膜的厚度有關。例如,要製取40μm厚的薄膜時,假設要求厚度方向有20個顆粒,則粗略地計算可知,粉末粒度必須在2μm以下。日本甚至採用流延成形工藝製備了厚度為3~5μm的電容器膜片。流延成形也可用於厚度0.2~1mm的基片的批量化生產。
漿料-膜帶間的界面張力與潤濕性
 圖2
圖2漿料-膜帶界面之間的界面張力與潤濕性兩者緊密相關。流延漿料在流延膜帶上形成薄膜的優劣由漿料的表面張力與膜帶表面能之間的相互作用決定。許多文獻和專業書籍詳細描述了漿料在基底上的潤濕特性。流延漿料與膜帶之間能否具有良好的潤濕性能,這是獲得具有優良性能流延坯片的關鍵因素。為使漿料在膜帶上薄平而均勻鋪展,必須保證漿料在膜帶表面具有很好的潤濕性能。如圖2所示,漿料的質量、黏度和流變特性和液一固一氣界面能的平衡與否決定了坯片邊緣的形狀。其中漿料所受的力應相互抵消才能使流延後的漿料層平滑而穩定地鋪展在膜帶上。相應的流延後的薄層邊緣與流延膜帶之間形成角度的大小取決於各界面能之間的平衡程度。如有時坯片邊緣與流延膜帶之間形成的接觸角非常大,說明漿料與膜帶之問的潤濕能力非常差。漿料的黏度、密度和流變特性對實際的接觸角和邊緣錐形區域尺寸有非常大的影響。易導致坯片的邊緣與坯片中央的厚度有較大差異,從而使流延坯片的可用尺寸變小。有機溶劑相對於水而言,有機溶劑的表面張力更小,因此有機漿料在膜帶上不會發生很大變化,而水由於表面張力較大易與低表面能的膜帶形成很大的接觸角。
水對低表面能膜帶的潤濕能力非常差。如水在打蠟後的車子上一樣,水在流延膜帶上的接觸角非常大,如水系漿料流延在低表面能的膜帶上會使15.24cm流延寬度,0.0508mm厚的流延漿料最後縮成6.35mm寬、1.27mm厚的坯片。在含水量較高的漿料中,漿料與膜帶之間的不潤濕性會導致漿料無法附著在膜帶上心引。這是由於膜帶的表面能、漿料的表面張力、密度及黏度(流變特性)之間的不平衡導致漿料與膜帶之問發生不潤濕現象。因此相應的具有高表面能的聚乙烯比低表面能的有機矽樹脂更容易潤濕。同樣,降低水的表面張力也可降低水系漿料在低表面能的膜帶上的接觸角。通常在水系漿料中添加表面活性劑可降低水的表面能,從而降低水系漿料與膜帶之間的接觸角。在不同接觸角下,增加漿料的黏度、假塑性程度、漿料的密度會抑制漿料在膜帶上的移動及有效控制漿料與膜帶之間界面現象。在實例中,我們通過提高漿料的固含量、黏度、密度及假塑性程度以克服水系漿料的一系列的不潤濕現象帶來的缺陷。
膜帶速率
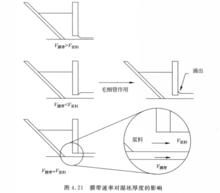 圖3
圖3膜帶速率通常也叫 流延速率,它決定了流延坯片的產率。流連速率是四個控制坯片厚度的基本要素之一。膜帶在固定的刀口下移動和料槽中漿料自身的重力而使得漿料在膜帶的拖動下流出料槽。關鍵是所有的力都集中在刀口,而膜帶的移動是個附加的作用力。膜帶的移動為漿料提供了一個向前運動的作用力,使漿料經過刀口後進入乾燥帶。膜帶的移動使得漿料受到刀口提供的剪下應力,從而降低了具有假塑性流變特性流延漿料的黏度。通過刮刀的漿料量的多少由漿料的黏度及膜帶速率所控制。提高膜帶的速率不僅為漿料提供了向前運動的力,也會降低漿料受到的阻力。因此提高膜帶速率並不意味著會提高漿料的流出體積,其實提高流延速率會使漿料附著的面積增大,坯片會比實際更薄。因此在其他可變因素固定的情況下,提高膜帶速率會降低坯片的厚度,所以膜帶速率的改變將會直接導致坯片厚度的改變。在流延工藝中,固定流延速率是非常重要的。
膜帶的移動與料槽中漿料的壓力都會提高通過刮刀下的漿料體積。膜帶表面特性、刀口的高度與形狀及漿料在料槽中的高度都會對通過刮刀的漿料量產生影響。一般通過固定料槽供給的漿料流出體積而避免由於漿料的高度帶來的影響。因此通過刮刀後的濕坯厚度只受漿料的溢出速度與膜帶速率的比值影響。從圖3可看出膜帶速率對濕坯厚度有重要的影響,另外漿料的溢出速度受漿料黏度控制,而假塑性漿料的黏度又受膜帶類型和膜帶速率引起的剪下壓力所影響。漿料的溢出速度一般比較小,膜帶速率是影響濕坯厚度的主要因素,可通過調節其他因素以獲得所需厚度的流延坯片。常用的方法是固定膜帶速率。
膜帶速率的一致性與一系列因素相關,如速率參考值、機器運行情況、動力變化及膜帶表面張力的變化。在金屬片、花崗岩和玻璃基板上,表面張力的變化對膜帶速率的影響並不明顯,但需要注意聚合物膜帶表面張力的變化對膜帶速率產生的影響。
在連續生產中,產品的產率決定了膜帶的速率。流延速率又受坯片的乾燥速度所限制,因為坯片在從流延機上拿下來之前必須完全乾燥。在只做一批的流延工藝過程中(流延、停止,乾燥),對流延速率並無多少限制。而在連續化生產的流延工藝過程中.可根據漿料的特性來調節膜帶速率(如為防止較低黏度的漿料產生湧出現象需提高膜帶速率)。因為湧出的程度是很難控制的,常通過增加刀口高度和提高膜帶速率來減小漿料的湧出量以獲得具有相同厚度的流延坯片。
