原理簡介
給料的速度快慢應嚴格按照設備的設計產能入料。關於物料粒徑,嚴格講起來設計好的一款濕式磁選機設備只能針對力度分布相對集中的物料分選,用一台設備處理粒度相差很大的物料必然沒有很好的結果。濕式磁選機本身提供的卸礦方式是否合理,即:當磁場捕獲磁性物後是否及時地清理掉以不影響磁場的下一次捕獲能力。物料在被磁選過程中的運動狀態是否有利於磁力捕獲。
給料機的控制櫃介紹
定量給料機的控制部分均裝在IRC型控制櫃中,它包括 FP403儀表,連鎖接口板和交流變頻器等。
1、FP403儀表內有三塊基本功能卡,基本功能卡包括CPU與電源卡、A/D與I/O卡,鍵盤顯示卡;面板上有螢光顯示屏、22個觸摸鍵和5個狀態指示燈。
2、連鎖接口板的作用主要有兩個,一是輸入信號的邏輯組合以及與其它設備實現信號連鎖;二是將輸入信號和輸出信號實行隔離。
3、變頻調速控制器是定量給料機傳動裝置的控制設備。
4、電控櫃可與上位機或其它控制設備在線上控制。
5、控制系統具有報警、故障編號顯示、稱量自動標定系統、自動去皮、動態零點調整、 停電停機信息數據保護等功能。
控制櫃操作
1、接通電控櫃內電源總開關和每路控制儀表的分路開關。控制儀表左上部兩盞綠 燈亮,表示給料機就緒待運行。
2、秤體傳動電機由變頻器控制,在自動狀態下運行時,變頻器應設定為“外部輸 入”(詳見變頻器使用說明)。
3、現場控制盒是安裝在秤體旁,現場控制盒上選擇開關為“手動”時,按一下“起 動”按鈕,才能通過控制盒上的電位器,調節皮帶速度。在自動狀態下運行時,現場控制盒上的選擇開關應置於“自動”位置。急停按鈕開關有安全隔離作用,現場有異常情況,可以按下按鈕,開關斷開,皮帶秤體停止工作。正常工作時,按起按鈕,開關閉合。
4、電控櫃內的運行、停止和事件三個按鈕是給料機運行時總控制按鈕,事件按鈕用於確認電控櫃內儀表顯示的事件信息。若分路單獨操作,應按一下運行按鈕之後,才可以在儀表面板上按停止/啟動。控制儀表處於運行狀態時,顯示視窗上部左側區域出現旋轉的點。
5、當控制儀表受外部驅動信號啟動後,電控櫃停止按鈕失效,儀表面板上的停止 /啟動鍵仍然有效。
控制給料速率機構介紹
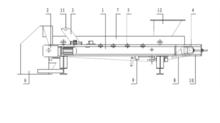
結構圖如圖所示,各部分如下所介紹:
1、機架:是定量給料機的基礎部件,各功能部件均安裝在此機架上,構成定量給料機的機械秤體。
2、驅動裝置:包括電機和減速機,調速電機與減速機直接相連,減速機具有體積小速比大的特點,並且是通過空心軸直接與主動滾筒聯接,不採用聯軸器,具有結構緊湊的優點。速度感測器安裝在電機上,直接測出電機的轉速。
3、稱量裝置:由稱重框架和稱重託輥組成。稱量框架由兩組十字簧片吊掛支撐,皮帶上的物料重量通過稱重託輥作用到稱重感測器上,框架設有配重裝置與標定砝碼支座,整個稱重系統無水平和側向位移,無磨擦影響,不需維修。
4、從動滾筒及環形橡膠運輸帶:完成物料的輸送與餵料。
5、托輥:用於承受倉壓及保證物料在輸送和稱重過程中的平穩性。
6、卸料罩:保證物料順利進入生產流程,防止粉塵污染環境。
7、擋料裝置:防止物料從料斗閘門流出後散落、外溢,保證設備正常運轉。
8、皮帶外表面清掃裝置及犁形內表面清掃器:防止皮帶沾料,有利提高計量精度並能防止皮帶因卡料造成損壞。
9、自動張緊防偏裝置:防止皮帶跑偏並具有自動張緊功能,保證皮帶具有恆定張力,有利於精度穩定。
10、預張緊裝置:通過調節從動滾筒位移,對皮帶施加預定張力。
11、標定砝碼:用於定量給料機的靜態動態標定。
 給料速率
給料速率12、供料料斗:根據物料的不同特性,配有用於散狀物料的T型料斗,用於易起拱物料的帶有振動器的V型振動料斗,用於傾瀉性物料的S1和S2型料斗。根據用戶的要求,還可配有預給料器,如螺旋給料器,星形給料器及電動控制閥等預給料裝置。
