簡介
硼纖稚環氧樹脂複合材料於1966年開始用作飛機的平衡板和發動機的葉片,一向被美國視為航空構件的理想材料。但是,由於生產規模、發展潛力等方面的限制,硼纖稚遠遠不像碳纖稚那樣為世界各國所重視。
玻璃纖維複合材料的主要缺點之一是比彈性模量低,雖然在航空工業上早已獲得廣泛套用,但以承做飛機的二類精構零件為宜。因此,兼有高比彈性模量和高比強度的硼纖維從其發明開始,立刻受到航空工業的重視,發展相當迅速。硼纖維增強的複合材料,以硼纖-環氧樹脂和硼纖維-鋁發展較快,兩者均用在飛機製造業上。據悉,美國海軍和格拉瑪公司(Grumman)合作,對F-14戰鬥機從設計開始就考慮採用硼纖維複合材料,其中計畫用硼纖維增強環氧樹脂作飛機的機體,用硼纖維-鋁複合材料作發動機。鋁蜂窩夾板的外皮是由7.6厘米寬的硼纖維-環氧樹脂帶製成的,寬19.5厘米、長300厘米。
作為消融材料,硼纖維複合材料也獲得了實際套用。據悉,有人用硼纖維-環氧樹脂複合材料試製了一種直徑45厘米、長60厘米再返大氣層用的圓筒裝置,和鋁製品相比,其優點是:①內容量大,有效負荷增加;②重量減輕;③空氣動力穩定性提高了。
數據分析
(1)物理性能,例如纖維體積或面積質量,不是通過試驗確定的。複合材料密度值是按照混合定律得到的。
(2)不包括單層拉伸數據,因為試樣產生不可接受的失效模式。
(3)層壓板拉伸測試採用領結形(bowtie)試樣,該試樣不是試驗方法所推薦的。
(4)壓縮測試方法(ASTM D695)不是通常手冊材料所推薦的方法,但由於該纖維的不同特性,所以對該材料使用這種方法。
(5)-59℃(-75°F)乾態條件下層壓板拉伸模量的兩個數據點、82℃(180°F)濕態條件下層壓板拉伸強度(和極限應變)的一個數據點和-54℃(-65°F)單層縱向壓縮強度的一個數據點被剔除。測試異常可能導致應變以及隨後的模量測量錯誤。低的破壞應力和應變可能是因為破壞發生在夾持處或其他異常。
(6)手冊推薦的方法不能用於纖維控制性能的正則化。對於單層壓縮數據未報告實際的厚度值,且強度是基於所提供的名義厚度得出的。對於層壓板拉伸。正則化的性能同樣基於名義厚度(性能 =實測值×實測厚度/名義厚度)。
處理與工藝性能
硼是一種努氏硬度值達3200kg/mm 的極堅硬的材料,其硬度超過碳化鎢與一氮化鈦(1800~1880kg/mm ),僅次於鑽石(7000kg/mm )。固化的硼複合材料可用鑽石工具進行切割、鑽孔和機械加工,而其預浸料則可用常規的鋼刀切割。在實踐中,鋼刀實際不能切割堅固的纖維;然而,通過一到兩次平緩的加壓就可以將纖維切斷。儘管可以用模板切割出複雜的外形,但已證明,雷射切割是切割大量非矩形硼鋪層的最有效方法。
目前市場上供應的硼纖維有若干種。除了兩種纖維直徑,預浸料可以配有120℃或175℃固化的環氧樹脂。除了前文已提到過的可成形性有所降低外,硼預浸料的處理與加工方式與更常用的碳預浸料相似。
製造方法
首先將硼纖維進行表面處理,再制半成品。
1.硼/環氧預浸漬帶
將塗有塗層的硼纖維平行排列,背面用很薄(0.003cm厚)的104型稀鬆的平紋玻璃布來掌握纖維間的間隔和使預浸帶的側面完整,目前可製成50%纖維體積含量的預浸帶,寬度有0.64cm、7.6cm、15.2cm或121.9cm。其固化溫度為177℃或121℃,也可在室溫固化。預浸帶在-18℃貯存幾年,性能不變。
2.“乾編織”帶
硼纖維平行排列,橫向用玻璃纖維或鋁絲編織的帶,這種乾帶形式的優點是,能保持硼/環氧氧預浸帶的形式,可以廢除冰凍儲存,又可簡化硼潤複合材料製造的幾個工序,所以乾編織帶已引起極大的注意,特別是製備122cm寬的材料更有效果。
性能
硼纖維環氧複合材料的比強度和比模量高,約是鋼的3倍。層壓板性能見下表。
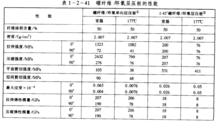 硼纖維環氧層壓板的性能
硼纖維環氧層壓板的性能 硼纖維/環氧層壓板在-54℃時的性能與室溫的性能相似,說明其低溫性能很好。
硼複合材料與其他飛機部件的材料進行比較,除剪下強度外,50%體積含硼/環氧複合材料的拉伸強度,模量和壓縮強度都高於其他材料,所以是飛機部件的最選材料,但價格較高。
套用
纖維製作過程表明,纖維是在一種昂貴的前體細絲上生成的單絲,而這種基本方法自20世紀60年代早期以來並無改變。這就是硼纖維要比碳纖維更加昂貴的主要原因(硼/環氧樹脂預浸料的價格約為等量碳/環氧樹脂預浸料的12倍)。硼纖維的這種高昂價格,對國防套用的影響並不大,因為它具有優異的比力學性能,所以被選作F-14和F-15的尾翼蒙皮,並用於B-1轟炸機的幾個構件。但是,在20世紀70年代,當碳纖維的產量迅速上升,碳纖維的價格大幅下降,從而,除了特殊的套用外,在大多數一般的飛機上,碳纖維變得比硼纖維更加合算。
適於硼/環氧樹脂的一種套用情況,是作為對有缺陷金屬結構的修理材料。例如,當考慮對飛機構件進行修理時,所需要的硼/環氧樹脂總量一般不大,從而,其較高的材料價格就不是個關鍵的因素。硼/環氧樹脂的高比拉伸與比壓縮性能非常適合於修理套用。碳/環氧樹脂也可適於這些套用情況,但是這種材料有嚴重的缺點。由於修理件是用高溫固化膠貼上到結構上的,碳/環氧樹脂的熱膨脹係數低,導致修理後的結構中出現較高的殘餘應力。這些殘餘應力可能增大缺陷處的局部應力。此外,碳纖維是導電的,這對於用渦流無損探測方法透過修理材料來核查損傷有無擴展起到妨礙作用。硼纖維與鋁不形成電耦合,因此,不存在因硼修理而引起鋁飛機結構腐蝕的問題。
