
釋義
詞目:研磨
拼音:yan mo
基本解釋
1. [pestle; grind]∶用工具研成粉末2. [abrade polish]∶用磨料摩擦器物使變得光潔
詳細解釋
1.
研究琢磨。 唐 賈島 《送僧歸天台》詩:“妙宇研磨講,應齊智者蹤” 。宋 曾鞏 《送鄭州邵資政》詩:“探討篇章洽,研磨術業該。” 明 高攀龍 《羅文莊公傳》:“遂研磨體認於道心、人心、理氣、性命、神化、陰陽,皆極其旨奧。” 清 唐孫華 《贈南翔醫士王燦英》詩:“惟君洞視見癥結, 長桑 秘録經研磨。”
2.
細磨使粉碎或光滑。 宋 陶谷 《清異錄·璧友》:“余家世寳一硯……背陰有字曰:‘璧友’。銘云:‘ 華先生 制。天受玉質,研磨百為。夫惟歲寒,非友而誰?’” 宋 晁貫之 《墨經·研》:“凡墨戶不工於製作,而工於研磨。”如:研磨藥物。
分類
 研磨機
研磨機研磨方法一般可分為濕研、乾研和半乾研 3類。①濕研:又稱敷砂研磨,把液態研磨劑連續加注或塗敷在研磨表面,磨料在工件與研具間不斷滑動和滾動,形成切削運動。濕研一般用於粗研磨,所用微粉磨料粒度粗於W7。②乾研:又稱嵌砂研磨,把磨料均勻在壓嵌在研具表面層中,研磨時只須在研具表面塗以少量的硬脂酸混合脂等輔助材料。乾研常用於精研磨,所用微粉磨料粒度細於W7。③半乾研:類似濕研,所用研磨劑是糊狀研磨膏。研磨既可用手工操作,也可在研磨機上進行。工件在研磨前須先用其他加工方法獲得較高的預加工精度,所留研磨餘量一般為5~30微米。
研具是使工件研磨成形的工具,同時又是研磨劑的載體,硬度應低於工件的硬度,又有一定的耐磨性,常用灰鑄鐵製成。濕研研具的金相組織以鐵素體為主;乾研研具則以均勻細小的珠光體為基體。研磨M5以下的螺紋和形狀複雜的小型工件時,常用軟鋼研具。研磨小孔和軟金屬材料時,大多採用黃銅、紫銅研具。研具應有足夠的剛度,其工作表面要有較高的幾何精度。研具在研磨過程中也受到切削和磨損,如操作得當,它的精度也可得到提高,使工件的加工精度能高於研具的原始精度。
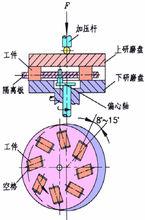
要正確處理好研磨的運動軌跡是提高研磨質量的重要條件。在平面研磨中,一般要求:①工件相對研具的運動,要儘量保證工件上各點的研磨行程長度相近;②工件運動軌跡均勻地遍及整個研具表面,以利於研具均勻磨損;③運動軌跡的曲率變化要小,以保證工件運動平穩;④工件上任一點的運動軌跡儘量避免過早出現周期性重複。圖為常用的平面研磨運動軌跡。為了減少切削熱,研磨一般在低壓低速條件下進行。粗研的壓力不超過 0.3兆帕,精研壓力一般採用0.03~0.05兆帕。粗研速度一般為20~120米/分,精研速度一般取10~30米/分。
方法
1) 研磨外圓
 研磨示意圖
研磨示意圖說明:① 研磨外圓一般在精磨或精車基礎上進行。手工研磨外圓可在車床上進行,工件和研具之間塗上研磨劑,工件由車床主軸帶動鏇轉,研具用手扶持作軸嚮往復移動。
② 機械研磨外圓在研磨機上進行,一般用於研磨滾珠類零件的外圓。
2) 研磨內圓
說明:研磨內圓需在精磨、精鉸或精鏜之後進行,一般為手工研磨。研具為開口錐套,套在錐度心軸上研磨劑塗於工件與研具之間,手扶工件作軸嚮往復移動。研磨一定時間後,向錐度心軸大端方向調整錐套,使之直徑脹大,以保持對工件孔壁的壓力。
3) 研磨平面
說明:研磨平面一般在精磨之後進行。手工研磨平面時,研磨劑塗在研磨平板(研具)上,手持工件作直線往復運動或“8”字形運動。研磨一定時間後,將工件調轉90°~180°,以防工件傾斜。對於工件上局部待研的小平面、方孔、窄縫等表面,也可手持研具進行研磨。批量較大的簡單零件上的平面亦可在平面研磨機上研磨。
工藝特點及套用
① 設備簡單,精度要求不高。② 加工質量可靠。可獲得很高的精度和很低的Ra值。但一般不能提高加工面與其他表面之間的位置精度。③ 可加工各種鋼、淬硬鋼、鑄鐵、銅鋁及其合金、硬質合金、陶瓷、玻璃及某些塑膠製品等。④ 研磨廣泛用於單件小批生產中加工各種高精度型面,並可用於大批大量生產中。
耗材
 耗材
耗材配合研磨設備使用的耗材主要有砂輪,砂帶等產品。
研磨帶砂帶是藉助於高壓靜電場力,將微細的磨粒植於高強度薄膜上,令磨粒可以定向均勻分布,能提供更高的磨削效率與光亮細緻的磨光效果。磨粒包括有氧化鋁、碳化矽等。適合研磨拋光不同硬度的物料。
該類產品的套用領域非常廣泛,可套用於:
1. 印刷輥類的研磨和拋光,如WC瓦楞輥、膠輥、鏡面輥、陶瓷網紋輥等產品;2. 曲軸、凸輪軸、齒輪軸等等軸類產品的研磨和拋光;3. 車身的打磨和拋光,如整車廠塗裝車間電泳和中塗後對車身的研磨和拋光等;
