現場加工工具機發展歷史
背景:
許多年以來,在造船、海工、發電、鋼鐵冶煉、石油化工、採礦和工程機械等行業,許多大型設備的製造和修理都依靠簡易、笨重的傳統設備來加工,或者完全依靠人工打磨來完成。有些大型零件或裝備已經無法在車間內安裝到機器上進行加工,而需要在現場,將加工機器安裝到零件或裝備上進行加工。於是,人民開始嘗試,將工具機安裝在零件上加工零件,這樣,就逐步誕生了現場加工工具機。
發展歷程:
l 20世紀40年代,鋼製船舶開始向大型化、現代化發展。在美國、瑞士等國家出現了最早的用傳統工具機改造的工具機,用於鏜削船舶螺旋槳推進器安裝孔。
l 20世紀50年代,美國和加拿大等國家在水電站建設過程中,通過製造專用工具機,實現了部分水電零件的現場加工。
l 20世紀60年代,美國 GE公司製造出第一台專用現場鏜孔機。之後英國和義大利、德國等國家也相繼製造出專用現場鏜孔機和現場法蘭加工車床。
l 20世紀70年代,上海滬東中華造船廠研製了第一台用於船舶艉軸孔鏜孔的專用鏜排。這種用皮帶或鏈條傳動的專用工具機被中國其它船廠相繼仿效。
l 20世紀90年代,隨著中國水電建設的迅速發展,一些大型零件無法整體製作運輸,先後出現了用於現場加工的大型法蘭車床。
現場加工工具機
普通車床是主要用車刀對旋轉的工件進行車削加工的工具機。普通車床主要用於加工軸、盤、套和其他具有迴轉表面的工件,是機械製造和修配工廠中使用最廣的一類工具機。
1.現場加工車床
現場加工車床也稱為 攜帶型車床,或 移動式車床。現場加工車床是一種安裝在被加工零件上,對零件進行車削加工的工具機。
 外卡式法蘭端面車床
外卡式法蘭端面車床這種工具機包括 內漲式法蘭端面車床、 外卡式法蘭端面車床、 軸端車床、 外圓車床等。
 內漲式法蘭端面車床
內漲式法蘭端面車床現場加工法蘭端面車床也成為攜帶型法蘭端面車床、移動式法蘭端面車床。現場加工法蘭端面車床用於加工零件上的法蘭端面、外圓和內孔,加工外圓和內孔的行程相對有限。它可以加工出法蘭平面、斜面、凸台、凹槽等等。
攜帶型法蘭端面車床包括內漲式法蘭端面車床和外卡式法蘭端面車床兩種。
外卡式法蘭端面車床安裝在工件外圍或外圓面上,內漲式法蘭端面車床安裝在工件內孔內壁上。
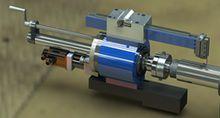
現場加工外圓車床
 攜帶型外圓車床
攜帶型外圓車床現場加工外圓車床一般稱為 攜帶型外圓車床、 移動式外圓車床。攜帶型外圓車床安裝在工件外圓上,採用可調螺栓將兩端圓盤固定在被加工工件的外圓上,兩圓盤通過軸承支撐起中間的旋轉部件,其中一端圓盤上的馬達帶動中間旋轉部件旋轉,旋轉部件上安裝刀臂與刀架,主旋轉運動通過機械傳動轉換成進給運動,並使安裝在刀臂上的絲桿帶動刀架移動,實現切削運動。
現場加工軸端車床
現場加工軸端車床,也稱為攜帶型軸端車床、移動式軸端車床。現場加工軸端車床安裝在軸的端面,用於加工零件外圓。
它可以在零件上加工出台階、凹槽、錐度、倒角等等。
 現場加工軸端車床
現場加工軸端車床主軸與工件固聯,旋轉體通過軸承與主軸連線,安裝在主軸上的馬達帶動旋轉體旋轉,旋轉體上的安裝刀臂與刀架,主旋轉運動通過機械傳動轉換成進給運動,並使刀臂上的絲桿帶動刀架移動,實現切削運動。
2.現場加工銑床
現場加工銑床也稱為 攜帶型銑床,或 移動式銑床。
現場加工銑床是安裝在被加工工件上,銑削工件平面的工具機。它包括攜帶型平面銑床、攜帶型鍵槽銑床、攜帶型龍門銑床、攜帶型焊縫銑床、攜帶型法蘭端面銑床等等
平面銑床
現場加工平面銑床也稱為 攜帶型平面銑床、 移動式平面銑床
 攜帶型平面銑床
攜帶型平面銑床攜帶型平面銑床的床身直接安裝在工件表面,床身上的滑台可以沿床身縱向移動,滑台上的溜板可以沿滑台作橫向移動。固定在溜板上的動力頭帶動銑刀實現切削加工。
攜帶型平面銑床用於加工海工平台上的矩形平面、船用柴油機安裝面、發電機基座平面、浮閥基座平面,鋼鐵廠大型大型牌坊的維修等等。
鍵槽銑床
 攜帶型鍵槽銑床
攜帶型鍵槽銑床現場加工鍵槽銑床也稱為攜帶型鍵槽銑床、移動式鍵槽銑床
攜帶型鍵槽銑床通過導軌下方的V型面,用螺栓或鏈條等將機器固定在被加工工件上,導軌上的立柱可以沿導軌做縱向移動,動力頭可以沿立柱上的垂直導軌做上下移動,實現吃刀。動力頭帶動銑刀旋轉,實現切削加工。
龍門銑床
現場加工龍門銑床也稱為攜帶型龍門銑床、移動式龍門銑床
 攜帶型龍門銑床
攜帶型龍門銑床攜帶型龍門銑床有雙導軌支撐橫樑。橫樑可以沿雙導軌做縱向移動,安裝在滑台上的動力頭可以沿橫樑上的導軌做橫向移動,動力頭帶動銑刀旋轉,實現切削加工。
攜帶型龍門銑床大型用於加工海工平台上的矩形平面、艦艇炮座基座平面,鋼鐵廠大型機器平面的維修等等。
焊縫銑床
現場加工焊縫銑床也稱為攜帶型焊縫銑床、移動式焊縫銑床
 攜帶型焊縫銑床
攜帶型焊縫銑床攜帶型焊縫銑床兩端底部用磁鐵或其它方式將機器與被加工零件固連,滑台可以沿橫樑做橫向移動,安裝在滑台上的動力頭帶動銑刀旋轉,實現切削加工。
攜帶型焊縫銑床用於加工船舶甲板上被切割的工藝殘留物或遺留的焊縫。
法蘭端面銑床
現場加工法蘭端面銑床也稱為攜帶型法蘭端面銑床、移動式法蘭端面銑床
攜帶型法蘭端面銑床的底盤,通過支腿或其它安裝支座與被加工工件相連,底座上有固定軸,橫樑里端通過軸承活套在固定軸上,外端放置在被加工法蘭面上。固定軸起定心作用。外端安裝有動力頭、牽引機構和上下浮動機構。
動力頭帶動銑刀旋轉,牽引機構帶動橫樑沿法蘭面旋轉,上下浮動機構帶動動力頭做上下移動。
在中心固定軸與動力頭之間安裝有光電檢測元件,光電檢測元件將動力頭沿法蘭面移動過程中的上下浮動數據傳輸給中央控制器,中央控制器通過上下浮動機構控制動力頭做與法蘭面位移相反的運動,從而使銑刀在沿法蘭面做圓周運動時,保持在同一平面內。
3.現場加工鑽床
磁力鑽
 磁力鑽
磁力鑽工具機底部安裝電磁吸盤,鑽床立柱上安裝有自動進給機構和旋轉機構,主軸孔內安裝實心鑽頭或空心(取芯)鑽頭。
螺栓連線式鑽床
在加工孔徑較大或不便於用磁力吸盤連線的場合,採用螺栓連線,將鑽床固定在被加工零件上。
4.現場加工鏜床
普通鏜床是用旋轉的主軸對安裝在工作檯上的工件上的孔和端面進行鏜削的工具機。鏜床主要用於箱體類零件的孔的鏜削加工。
現場加工鏜床也稱為 攜帶型鏜床、攜帶型鏜孔機或 移動式鏜孔機。
一般把懸臂鏜削的小型現場加工鏜床稱為攜帶型鉸孔機,而把兩端支撐的現場加工鏜床稱為攜帶型鏜孔機。
攜帶型鉸孔機
現場加工鉸孔機也稱為 攜帶型鉸孔機、 移動式鉸孔機。
 攜帶型鉸孔機
攜帶型鉸孔機現場加工鉸孔機一般由主軸箱直接帶動主軸旋轉,安裝在主軸尾端的進給箱帶動主軸進給,實現切削運動。
工具機通過底部或端部的螺栓與工件連線。通過底部連線的稱為臥式鉸孔機,通過端部連線的,稱為立式鉸孔機;底部和端部都可以連線的,稱為立臥兩用鉸孔機。
攜帶型鏜孔機
現場加工鏜孔機也稱為 攜帶型鏜孔機、或 移動式鏜孔機。
 攜帶型鏜孔機
攜帶型鏜孔機一般在孔的兩端用連線支撐安裝端面支撐軸承,孔系較長時,在兩個端面軸承之間在安裝中間支撐軸承。主軸(也稱為鏜桿)安裝在軸承內,主軸箱可以安裝在任一位置上。進給箱安裝在主軸一端。主軸一側開槽,槽內安裝傳動絲桿。用於鏜孔的刀座安裝在主軸(鏜桿)上,進給箱驅動絲桿轉動,帶動刀架沿鏜桿移動。當主軸箱帶動鏜桿轉動時,刀架帶動鏜刀實現切削運動。
端面刀臂固定在待加工端面外側,隨鏜桿轉動。安裝在端面刀臂上的刀架可以沿刀臂移動,從而帶動鏜刀沿端面移動,實現切削加工。
5.現場加工車鏜床
傳統工具機分類中沒有車鏜床。
現場加工車鏜床,是安裝在零件上,既能實現車削加工、也能實現鏜削加工的工具機。也稱為車鏜兩用機。
2008年, 廣州新成機械技術有限公司與北京裝甲兵工程學院聯合開發了一種專門用於裝甲車軸類零件和孔的現場修理的車鏜兩用工具機。
在水電行業,許多大型零件需要在現場加工。多年來,一種用於轉輪加工的工具機,被稱為轉輪加工設備。一種用於座環加工的工具機,被稱為座環加工設備。
2009年,廣州新成機械技術有限公司自行研發了一種用於大型零件加工的 多功能加工工具機。這種工具機既可以進行 轉輪加工,也可以進行 座環加工。還可以實現 頂蓋加工、止漏環加工,以及 下支架等零件的加工。
這種工具機已經在麗江阿海電站、觀音岩電站、湖南托口電站、越南松拉電站、向家壩電站等廣泛使用,改變了以往使用專用工具機的局面。
整體式車鏜兩用工具機
 整體式車鏜兩用工具機
整體式車鏜兩用工具機整體式車鏜兩用工具機是用同一台工具機,通過兩種不同的安裝方式,實現車削和鏜削的工具機。
 整體式車鏜兩用工具機
整體式車鏜兩用工具機整體式車鏜兩用工具機主體由箱體和主軸組成。當箱體固定在工件上時,主軸轉動,實現鏜削加工;當主軸固定在工件上時,箱體轉動,實現車削加工。
大型分體式車鏜兩用工具機
大型分體式車鏜兩用工具機由主軸、支撐軸承、轉臂、滑台等組成。當轉臂安裝在兩軸承外側時,實現 車削加工;當轉臂安裝在兩軸承中間時,實現 鏜削加工。
各軸承通過連線件將機器與工件連線。主軸安裝在軸承內。主軸箱安裝在主軸一端。
 現場加工工具機
現場加工工具機當進行車削加工時,將轉臂安裝在軸承外端。主臂包括橫臂和縱臂。橫臂用於加工端面、縱臂用於加工外圓。橫臂和縱臂上的導軌上安裝有滑台。滑台上的刀架可以隨滑台沿刀臂移動,而刀架也可以沿滑台上的導軌座作垂直方向的移動。主軸箱帶動主軸旋轉,實現 切削加工。
 現場加工工具機
現場加工工具機當工具機配備數控系統時,可以加工任意形狀的零件,實現零件的數控加工。
當進行 鏜削加工時,將轉臂安裝在軸承中間。轉臂可以沿主軸作軸向移動。安裝在轉臂導軌上的滑台可以沿導軌座徑向移動。主軸箱帶動主軸和轉臂旋轉,實現切削加工。
6.現場加工鏜焊機
現場加工鏜焊工具機簡稱 鏜焊機。是一種在現場對被加工工件內孔進行焊接和鏜削的工具機。
這種工具機用於鏜削時,工具機結構域鏜孔機相同。當工具機用於焊接時,將鏜桿更換成焊接桿。焊接桿為空心結構。焊接線路通過焊接桿,從焊接桿前端伸出,安裝在焊接桿前端的焊嘴對工件內孔進行焊接。
 鏜焊機
鏜焊機