
簡介
流延法高分子薄膜製備被首次套用於陶瓷電容器的生產,由於流延成型工藝具有以下特點:(1)設備簡單;(2)可連續操作;(3)生產效率高;(4)自動化水平高;(5)工藝穩定;(6)膜片性能均一的優點,廣泛的套用於製備薄板陶瓷部件,據報導目前己能夠成型出厚度為的產品。因此,流延成型己成為生產電子組件的必要技術,同時也是生產片式多層陶瓷基片和片式多層陶瓷器件的支柱技術,為超大規模積體電路以及電子設備、電子組件的微型化的實現提供了廣闊的前景。
工藝過程
 流延法高分子薄膜製備
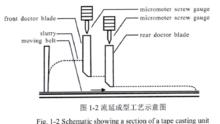
流延法高分子薄膜製備流延成型的具體工藝過程是將陶瓷粉體與各種添加劑(粘結劑、增塑劑、分散劑等)在溶劑中混合,形成均勾穩定的裝料。成型時眾料從料槽流至基帶之上,通過刮刀與基帶的相對運動形成濕帶,厚度由刮刀與基帶的距離控制。將濕膜片連同基帶一起送入供乾室,在溶劑蒸發過程中,具有一定強度和柔初性的素片通過粘結劑的成膜作用將陶瓷顆粒粘結在一起而形成,乾燥的素片連同基帶一起或從基帶上脫離捲軸待用。然後可按所需形狀打孔、沖片或切割,最後經過燒結得到成品。
流延成型自其出現以來,不論是在技術裝備上還是在理論方面一直都在不斷的發展,成型工藝上有:傳統的非水基流延成型工藝,環保型的水基流延成型工藝以及由此而派生出來的如:凝膠流延成型工藝、紫外引發聚合物成型工藝和流延等靜壓複合成型工藝等一系列新成型工藝。正是由於傳統工藝的成熟、新工藝的研發使得流延成型工藝的發展越來越完善。
分類
非水基流延成型工藝
傳統的流延工藝即非水基流延成型工藝,其工藝包括:眾料製備、球磨、脫泡、成型、乾燥、剝離基帶等工序。設備簡單,工藝穩定,可連續操作,生產效率高,可實現高度自動化,皆為非水基流延成型工藝的特點。通常,流延成型的具體工藝過程是在有機溶劑中將陶瓷粉末與有機粘結劑、潤濕劑、分散劑、塑性劑等添加劑混合,形成穩定均勻懸浮裝料。成型時裝料從料斗下部流至基帶上,通過刮刀與基帶的相對運動形成濕帶,在表面張力的作用下形成光滑的上表面,還膜的厚度由刮刀與基帶的間隙控制。待溶劑蒸發,有機結合劑在陶瓷顆粒間形成網路結構,形成具有一定強度和柔朝性的素片,乾燥的素片與基帶剝離後捲軸待用,最後經過燒結得到成品。目前傳統的較為成熟的非水基流延成型,在陶瓷領域有廣泛的套用,如通過非水基流延成型工藝來製備功能梯度材料、複合陶瓷薄膜、氧化鍋陶瓷膜等。非水基流延成型工藝能夠得到高質量的陶瓷素片,但由於所使用的有機溶劑具有毒性、揮發性以及價格偏高等原因,使人們開始嘗試使用水作溶劑代替有機溶劑,發展了水基流延法成型工藝。
水基流延成型工藝
水基流延成型工藝使用的溶劑為水,由於水分子是極性分子,而分散劑、增塑劑和粘結劑等是有機添加劑,與水分子之間存在兼容性的問題,因此在添加劑的選擇上,為確保得到均一穩定的眾料需選擇水溶性或者能夠在水中形成穩定乳池液的有機物。同時還應在保證眾料穩定懸浮和素還強度和柔軔性的前提下,使粘結劑、增塑劑、分散劑等有機添加劑的用量儘量地少。水基流延成型具有價格低廉,無毒性,不易燃等優點,但也存在一些問題:(1)水的蒸發速率慢;(2)粘結劑所需的濃度高;(3)絮凝由於氫鍵引起的陶瓷粉末團聚也記憶發生;(4)工藝參數變化極易影響眾料的性質,陶瓷膜表面的緻密光滑現象不易得到;(5)還體結合不充分,脆性大,乾燥易起泡開裂,易彎曲變形;(6)燒結開裂現象由於缺陷引起的應力集中而經常發生。關於水基流延成型工藝,在一些文獻中都有大量的報導。
凝膠流延成型工藝
凝膠注模成型在流延成型工藝中的護展套用為凝膠流延成型。該工藝是在含有交聯劑和有機單體的溶劑中分散陶瓷粉料,製備出具有高固相體積分數且粘度低的陶瓷菜料,在一定的溫度條件下加入的引發劑和催化劑引發有機單體聚合,從而導致原位凝固成型,得到具有一定強度和韌性的素片。
紫外引發聚合物流延成型工藝
紫外引發流延成型是在流延裝料中加入紫外光聚合引發劑和紫外光敏單體,套用了紫外引發原位聚合機制,使裝料暴露在一定強度的紫外光下,通過引發劑的引發作用,時光敏單體發生聚合反應,形成網路結構,將顆粒固定其中,形成具有一定強度的素片。
裝料流延後通過紫外照射引發聚合反應是紫外引發流延成型的最大特點,由於各組成成份原位固化,迅速成型,因此可以不經過複雜的乾燥過程而直接脫模,從而避免乾燥而造成的濕帶收縮和素片開裂的現象的發生,提高了生產效率。
流延等靜壓成型工藝
為提高膜片的成型密度和燒結密度,把流延成型和等靜壓成型有效地結合起來的流延等靜壓複合成型工藝形成了。由於流延膜片本身製備工藝的限制,其裝料固含量較低,粘結劑和塑性劑在膜片乾燥過程中難以填充溶劑揮發留下的氣孔,從而許多四坑和孔洞會在膜片表面和內部出現,得到結構疏鬆的素片,且素片密度較低,而大量有機添加劑會在的燒結過程中除去,所以,緻密的燒結體很難獲得。雖然等靜壓二次成型的採用以提高素片的成型密度,並提高燒結體的密度。但是等靜壓成型設備昂貴,而且一道工序的增加,導致了成本的增加和生產效率降低。
流延成型工藝的特點
(1)低廉的設備和原材料價格,低的製作成本,高的生產效率,操作的可連續性,適用於工業生產;
(2)流延成型可實現厚度範圍較寬的素片製備且厚度可控,因此在陶瓷工業得到廣泛的套用;
(3)由於流延成型工藝可方便的製備不同組分比例的流延素片,因此,可按產品的性能要求製備出疊層複合材料;而且由於各疊層的厚度可實現精確控制,因此,理想的功能梯度複合材料可通過疊層燒結成功製備。
