
背景介紹
備案號:15205--2005 ic
中華人民共和國建材行Ak 標準
JC /T 1 23 - 20 05
代替JC/T 723-1982 (1996)
水泥膠砂振動台
Cement mortar vibration compaction equipment
2005-02-14發布2005-01-01實施
中華人民共和國國家發展和改革委員會發布
JC/T 723- 2005 Ail 呂
相關標準
本標準是對JC/T 723-1982(1996)《水泥物理檢驗儀器膠砂振動台》進行的修訂。
本標準自實施之日起代替兀/T 723-1982(1996),
與JC/T 723-1982(1996)標準相比,主要變化如下:
— 將標準名稱改為《水泥膠砂振動台》;
— 增加了範圍(本版第1章);
— 增加了規範性引用檔案(本版第2章):
— 增加了結構示意圖(本版第3章):
— 技術要求中規定了絕緣性能(本版的4.5)、啟動後達到穩定狀態的時間(本版的4.6);
— 振幅改為0.75 m m士0.02 m m(1 982年版的2.2,本版的4.1) ;
— 取消了1982版標準技術要求中的第2.4, 2.5, 2.6, 2.7, 2.8, 2.9生產控制條款;
— 增加了檢驗規則(本版第6章)。
本標準由中國建築材料工業協會提出。
本標準由全國水泥標準化技術委員會(SAC/TC184)歸口。
本標準負責起草單位:中國建築材料科學研究院。
本標準參加起草單位:上虞市東關建工儀器廠、無錫建儀儀器機械有限公司。
本標準主要起草人:劉晨、顏碧蘭、江麗珍、張大同、韓永甫、唐曉萍。
本標準所代替標準的歷次版本情況為:
-一一GB 3350.2-82, JC/T 723-1982(1996)。
JCIT 723- 2005
水泥膠砂振動台
1 範圍
本 標 準 規定了水泥膠砂振動台(簡稱振動台)的基本結構、技術要求、
標誌與隨機檔案等。
本 標 準 適用於按GB/T 17671-1999《水泥膠砂強度檢驗方法(ISO法)》
檢驗方法、檢驗規則、包裝、
進行膠砂成型的振動台。
2 規範性引用檔案
下列 文 件 中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用檔案,其隨後所有的
修改單(不包括勘誤的內容)或修訂版均不適用於本標準,然而,鼓勵根據本標準達成協定的各方研究是
否可使用這些檔案的最新版本。凡是不注日期的引用檔案,其最新版本適用於本標準。
GB/ T 1 7 6了1-1999 水泥膠砂強度檢驗方法(ISO法)(idtI SO6 79:1989)
JC/ T 7 2 6 水泥膠砂試模
3 基本結構
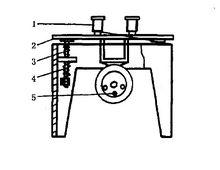
振動 台 是 由電機帶動偏重輪轉動使檯面上下運動,來振實試模中的膠砂。它主要由卡具、台面、電
機、偏振子等組成,基本結構如圖1所示。
1— 卡具:
2— 台面;
3- 拉桿:
4一下彈簧;
5— 偏振子。
 水泥膠砂振動台
水泥膠砂振動台圖1 振動台基本結構示意圖
4.1 振動 台台面中心放上空試模與漏斗時的全波振幅為0.75 mm 士0.02 m m,振動頻率為46.7 H z-50.0H z.
4.2 可振 動部分總質量(台面、卡具、電機、拉桿、下彈簧、螺母、墊圈):32.0 k g士0.5 k g,
4.3 台面 兩卡具間有效距離為166m m^1 68m m.
技術要求
振動 台台面中心放上空試模與漏斗時的全波振幅為0.75 mm 士0.02 m m,振動頻率為46.7 H z-50.0H z.
可振 動部分總質量(台面、卡具、電機、拉桿、下彈簧、螺母、墊圈):32.0 k g士0.5 k g,
台面 兩卡具間有效距離為166m m^1 68m m.
JC/T 723- 2005
4.4 振動台振動時間為120 s12 s,剎車時間小於5s.
4.5 整機絕緣電阻不低於2M4.
4.6 振動台聲響正常,啟動5s內達到穩定狀態。
4.7 外觀:油漆面應平整、光亮、均勻、色調一致。零件加工面不得有碰傷、劃痕和銹斑。
5 檢驗方法
5.1 試驗條件
檢 驗 室 內無腐蝕氣體,振動台保持清潔。振動台與基座的連線牢固可靠。檢驗時電壓正常,波動范
圍不超過一10%^-10%.
5.2 儀器設備
a) 秒 表:分度值不大於0.1S .
b) 游 標卡尺:分度值不大於0.0 2m m.
C) 測 振儀:頻率量程10H z~ 100H z,分度值不大於0.5 H z;振幅量程0.1 m m-10m m,分度值不
大於 0 .0 0 1 m m .
d) 台 秤:分度值不大於0.1 k g.
e) 兆 歐 表:額定直流電壓500V ,準確度不低於2.5級。
5.3 檢驗方法
5.3. 1 對4.1振幅和頻率的檢測
用 測振 儀 檢測。檢測時,先將測振儀感測器置於符合JC/T7 26要求的試模中心點上,然後將試模和
漏斗固定在檯面上,連線好測振儀後啟動振動台。振動平穩後,用測振儀測量振動台檯面上空試模中心
點的振幅和頻率。測量兩次取平均值。
5.3.2 對4.2可振動部分總質量的檢測
用 台 秤 檢測。
5.3.3 對4.3台面卡具間有效距離的檢測
用 游 標 卡尺檢測。檢測位置為卡具間最窄處。
5.3.4 對4.4振動時間和剎車時間的檢測
用 秒 表 檢測。測定兩次,取平均值為最終結果。
5.3.5 對4.5絕緣性能檢測
用 兆 歐 表檢測。
5.3.6 對4.6穩定時間的檢測
用 秒 表 檢測。測定兩次,取平均值。
5.3.7 對4.7外觀的檢查
目 測 檢 查。
檢驗規則
出 廠檢驗
出廠檢驗項目為第4章除4.2的其它內容,主要實測數據記錄在隨機檔案中。
型 式檢驗
檢驗項目為第4章的全部內容,有下列情況之一時,應進行型式檢驗:
a) 新產品試製或老產品轉廠生產的試製定型檢定:
b) 產品正式生產後,其結構設計、材料、工藝以及關鍵的配套元器件有較大改變可能影響產品性
能 時 ;
c) 正常生產時,定期或積累一定產量後,應周期性進行一次檢驗:
d) 產品長期停產後,恢復生產時:
JC /T 72 3- 2 0 05
e) 質 量監督機構提出進行型式檢驗要求時。
6.3 判定規則
6.3.1 出廠檢驗
每 台振 動 台均符合出廠檢驗要求時判為出廠檢驗合格。其中任何一項不符合要求時,判為出廠檢驗
不合格。
6.3,2 型式檢驗
當批 量 不大於20台時,抽取一台,若檢驗不合格,則判定該批產品不合格。當批量大於20台時,抽
取五台,若檢驗後有兩台不合格,則判定該批產品為不合格批.
7 包裝、標誌與隨機檔案
7. 1 每台振動台上應有牢固的銘牌,表面和標誌應明亮、清晰,並能防鏽,其內容包括:型號、名稱、
生產編號、生產日期、製造廠名。
7.2 產品合格證、檢驗報告、使用說明書、裝箱單及備用件等應與振動台一起裝箱。
7.3 振動台裝箱時套用螺栓固定在箱底上,使其在運輸中不致發生任何方向的移動;控制器部分套用
塑膠袋封裝。箱內空隙用紙屑、泡沫塑膠等填實。
7. 4 包裝箱上字樣和標誌應清楚,內容包括:
a) 型 號 、 名 稱 、製造廠名、生產編號:
b) 收 貨 單 位 和 地 址:
c) “ 請 勿 倒 置 ”、“小心輕放”等。
