
簡介
氣動鉚釘機是以衝擊方式鉚接金屬構件的氣動工具,氣動鉚釘機又名氣動拉鉚槍或氣動拉釘機或氣動鉚釘槍或氣動抽芯鉚釘槍,名稱不一,是目前國內先進的鉚接工具。
氣動鉚釘機套用範圍及其用途
範圍:鋁門窗製造業、計算機外、電子製造業,其他各種鉚接作業;
用途:適用於汽車、火車、船舶、航空業等鈑金緊固連線結構行業;電腦機箱、電器機箱、廚櫃等得拉拔緊固;鋁合金門窗、室內裝潢等得緊固。
氣液增壓式汽車剎車皮鉚釘機
汽車剎車皮鉚釘機用於汽車的剎車皮和剎車掌之間的鉚接, 是汽車修配行業廣泛套用的設備。目前,在剎車皮鉚釘機採用的傳動方式主要有二種:一種是液壓傳動, 另一種是以壓縮空氣作為動力, 採用氣液增壓缸將低壓空氣轉換成高壓油, 驅動油缸。前者包含有電機、液壓泵、閥和油箱等機液裝置。這樣不僅增大了鉚釘機的體積, 而且也容易造成泄露、污染,並產生噪聲。同時, 在鉚接過程中, 由於衝壓速度較快, 對操作人員的熟練程度要求高。而且存在壓力衝擊, 受力不均勻等原因, 壓壞剎車皮的現象時有發生。而後者除無上述缺陷外, 由於氣體的可壓縮性, 氣液增壓缸的軟到位特性可實現工作過程無衝擊, 從而提高了剎車皮的鉚接質量及模具壽命。現階段國產鉚釘機上普遍採用的是純液壓驅動方式, 其原因是氣液增壓元件的開發在我國起步較晚。而國外在一些衝壓設備上使用氣液增壓缸作為動力執行元件已很普遍, 如德國TOX 公司, 但其價格卻很昂貴。本機採用氣液增壓缸做為動力執行元件, 可實現汽車剎車皮和剎車掌之間的柔性鉚接。具有鉚接牢靠、操作簡單、噪聲低、節能、鉚接力調節範圍大、體積小等優點。適合各種規格的剎車皮的鉚接。
(1)結構
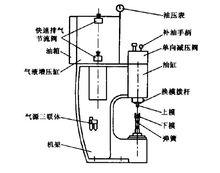 圖1 整機結構圖
圖1 整機結構圖本機主要由機架、上模、下模、氣液增壓系統等組成, 整機結構圖見圖1 。氣液增壓系統原理圖見圖2 , 它由氣源三聯體1 、腳踏式氣動換向閥2 、快速排氣節流閥3 、氣液增壓缸4 、單向減壓閥5 和油缸6 組成。
(2)工作原理
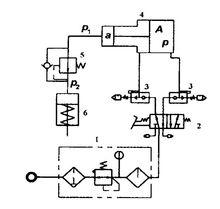 圖2 氣液增壓系統原理圖
圖2 氣液增壓系統原理圖如圖1 、圖2 所示, 壓縮空氣通過氣源三聯體過濾並調定一定壓力的氣壓, 踩動腳踏式換向閥, 壓縮空氣進入氣液增壓缸的大活塞無桿腔, 將氣液增壓缸小活塞腔內的液壓油按25 :1 的增壓比輸出, 經單向減壓閥後, 獲得恆定均勻的高壓油, 進入油缸的上腔,推動活塞桿和上模下行, 與工件和下模接觸後進行鉚接。確認鉚接到位後, 放鬆腳踏開關, 壓縮空氣進入氣液增壓缸大活塞的有桿腔, 推動活塞返回。同時油缸的活塞桿在彈簧力的作用下回程, 推動液壓油返回氣液增壓缸中。實現一個工作循環。快速排氣節流閥用於調節油缸的活塞桿下降和上升的速度。
性能參數測試系統
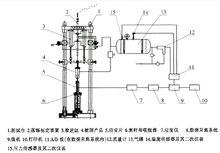 圖3 性能參數測試系統示意圖
圖3 性能參數測試系統示意圖性能參數測試系統如圖3所示,被測樣機、測桿和吸能裝置安裝在測試台上。推進缸給被測產品施加推力。測桿需要足夠的長度,以準確地捕獲人射應力波形,避免反射波的干擾,其一端置於吸能裝置中。
在測桿上採用兩組應變片相對貼上於釺桿兩側,串聯作為半橋的一臂檢測釺桿中之縱波。橋路中測取的電壓經應變儀適當放大,輸人到數據採集系統依次準確地俘獲每次衝擊的入射應力波,經A/D變換,通過接口輸人微機進行數據處理。得到連續25次衝擊的測桿最大應力、衝擊能量和衝擊頻率及其統計值。由印表機給出相應的數字結果和四條應力波形採樣曲線。
工作壓力和溫度的測試分別用安置在氣罐車上的壓力和溫度感測器完成,經由二次儀表放大,送入A/D板進行轉換,調人微機進行數據處理和列印、繪圖。耗氣量的測試通過安置在儲氣罐進氣端的流量計完成,其模擬量信號送人A/D板中進行變換,輸人微機進行數據處理和列印結果。
衝擊能量測試和標定均在測試台上進行。測試台採用雙立柱結構,標定和測試裝置根據需要進行更換和調整,可方便拆裝。測試台位上分別裝有適應氣動鉚釘機的吸能器。氣罐車上裝有調壓閥和油霧器及閥門,以調節被測樣機工作壓力,在其上裝有流量計、壓力感測器、溫度感測器及精密壓力表。
儀器儀表台將應變放大器、壓力和溫度數顯表、數據採集系統、微機(含顯示器)、印表機、流量計電源裝人該台內或檯面上。
