
簡介
懸掛式點焊機簡稱懸掛焊機,是電阻焊點焊的一種。電阻焊是工件組合後通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區域產生的電阻熱進行焊接的方法,分為點焊、凸焊、對焊、滾焊。懸掛點焊機按結構形式分為一體、分體。按電源類型分為工頻交流、逆變直流 。
結構分類
 懸掛式點焊機
懸掛式點焊機懸掛焊機由焊鉗、焊機變壓器、焊機控制器、水冷卻系統、氣動加壓系統、懸掛裝置等部分組成,根據焊臂的動作分為兩種:X型與C型。
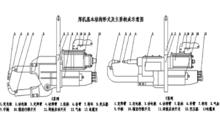 一體化懸掛點焊機結構示意
一體化懸掛點焊機結構示意X型懸掛焊機的焊臂像剪刀一樣地張開、閉合,該類焊機適用於尺寸大且焊接位喉深大的工件焊接,其常用焊臂長度有330mm、420mm、500mm、600mm,最長可達1200mm,特殊的還可定製。
C型懸掛焊機靜止的焊臂似L狀,另一焊臂垂直於L型焊臂的短邊,兩條焊臂構成的包圍圈在沒有閉合時像字母“C”因此而得名。此類焊機適用於工件大但焊接位喉深不大、對焊接速度要求較高的行業,例如風管口裡管道與法蘭角鐵的焊接 。
焊接原理
懸掛式點焊機焊接時,首先讓工件位於焊鉗電極間,然後按下焊接開關,“加壓”程式段開始,電磁氣閥動作,壓縮空氣進入焊機氣缸,使焊鉗電極動作,將工件壓緊,經過適當延時,“焊接”程式段開始,此時,焊接變壓器初級線圈通過可控矽的控制與電源接通,次級產生焊接電流,對工件進行焊接,“焊接”程式段結束後,變壓器初級線圈斷電,焊機進入“維持”程式,待壓力維持一段時間後,電磁氣閥斷開,焊鉗釋放工件,焊機進入“休止”程式。此時已完成一個焊接周期。
懸掛式點焊機操作過程中“加壓”、“焊接”、“維持”、“休止”等各個程式段的時間控制是由點焊機控制器中的時間調節器來完成的。各個程式所需時間長短及焊接電流的大小(即“焊接規範”)應按焊接工藝事先設定。
套用範圍
懸掛焊是採用工件不動,焊鉗移動的加工方式,主要用於焊接一般固定式焊機不能或不便焊接的低碳鋼、低合金鋼、不鏽鋼、鍍層鋼、板材及圓鋼。廣泛用於汽車、機車車輛、防盜門、箱櫃、家用電器及建築、絲網點焊等行業 。
特點
1.結構緊湊,維修方便,體積小,大大降低了工人的勞動強度和很大程度上節約了能耗。
2.懸掛式點焊機的電極臂採用優質鉻鋯銅(CuCrZr-1),保證了焊接性能的穩定性和焊機的使用壽命及電極臂的強度。
3.懸掛式點焊機氣路系統通徑大,再配以進口氣動元件,使焊鉗動作快捷,提高了生產效率。
4.焊接時,加熱時間短,熱量集中,無電弧、無火花飛濺、無焊渣、無熔焊堆積、焊件無熱變形。加之焊機創新後,氣路系統通徑增大,因此不僅焊接生產率高,而且能耗低(節電72.3%),焊件外觀美,質量好。
5.焊接是利用電阻熱與機械力的恰當配合完成的,所以能獲得焊件焊核的高強度優質焊點。
6. 由於焊接過程簡單,又不需要填充材料和溶劑、也不需要保護氣體,所以成本低。
7.由於焊件焊點的電流密度高,溫度也高,因此通過焊機控制器精確控制通電時間後,使焊點得到重複性好的熔核尺寸,所以能適應多類同種或異種金屬及鍍層鋼板的焊接。
8. 懸掛式點焊機是通過焊機控制器改變晶閘管導通角來進行熱量調節的,因而易於實現機械化及自動化,所以可與機器人匹配,進行全自動化焊接操作。
操作與維護
操作
a. 接通水路,檢查水的壓力和流量應符合要求。
b. 接通氣源、調節並檢查空氣壓力。當使用一把焊鉗時需要將另一路的氣源關閉(通過順時針調節減壓閥實現)。
c. 按控制器使用說明書對控制系統進行各項參數的設定。(請詳細參閱控制器使用說明書)。
d. 將控制器功能開關置於“調試”位置,啟動安裝在焊鉗上的操作開關,檢查氣動部件及焊鉗動作是否正常可靠,以及控制器各程式是否運行正常。
e. 將控制器功能開關置“工作”位置進行焊接操作。焊件需清潔乾淨無銹斑。將焊件放置焊鉗鉗口中,按下焊鉗上啟動開關,點焊機按預先設定的程式自動完成一個焊接周期,焊好一個接點。取出焊板扭轉剝離,熔核應留在一塊板上,另一板上留下一小孔,熔核直徑應為電極頭直徑的 80% 左右。說明焊接質量良好,否則應調整焊接規範參數。
f. 工件厚度不同時,可採用不同直徑的電極並調節焊接規範參數。
g. 通過試焊調整好水流量氣源氣壓和焊接規範參數後,即可開始焊接操作。
h. 焊接完成後應注意及時切斷電源、水源和氣源。
維護
a.焊機應定期清理灰塵保持清潔。
b.定期檢查氣路、水路系統,不應有堵塞和泄漏現象,氣路中壓力表要定期校驗。水路中的冷卻水要經常進行更換,以保證水源乾淨,才能起到很好的冷卻作用。
c.應定期修整電極頭,以保證電極端頭規定尺寸。
d.定期檢查焊機接地是否良好,以保證操作者人身安全。
e.點焊機停止使用時,冷卻水必須排放乾淨,以免低溫引起結冰損壞點焊機和控制櫃。
f.冷卻水的進水及回水中均會因水質不同帶有不同的電壓,因此嚴禁使用冷卻水槽及回水管中的水源洗手或從事其它洗滌工作,否則有可能危及操作者人身安全。
g.焊鉗在夾緊工件過程中嚴禁將手指靠近焊鉗電極工作面附近,避免夾傷手指(骨折或粉碎性骨折)。
h.焊機在工作過程中會產生高熱物和金屬飛濺物,操作者在工作前必須穿好工作服和絕緣鞋,戴好防護眼鏡和手套,避免燙傷 。
危害
(一)用電不當引起的傷害
1.易引起觸電事故。焊接過程中,因焊工要經常更換焊條和調節焊接電流,操作進要直接接觸電極和極板,而焊接電源通常是 220V/380V,當電氣安全保護裝置存在故障、勞動保護用品不合格、操作者違章作業時,就可能引起觸電事故。如果在金屬容器內、管道上或潮濕的場所焊接,觸電的危險性更大。焊機空載時二次繞組電壓一般都在60~90V,超過規定安全電壓36V,在該電流範圍內下,如果觸電會發生痙攣,造成觸電事故。
2.易致人灼傷。因焊接過程中會產生電弧、金屬熔渣,如果焊工焊接時沒有穿戴好電焊專用的防護工作服、手套和皮鞋,尤其是在高處進行焊接時,因電焊火花飛濺,若沒有採取防護隔離措施,易造成焊工自身或作業面下方施工人員皮膚灼傷。
(二)易產生有害的氣體和煙塵
由於焊接過程中產生的電弧溫度達到4200℃以上,焊條芯、藥皮和金屬焊件融熔後要發生氣化、蒸發和凝結現象,會產生有毒害作用的氣溶膠體。其中固相含有各種金屬鐵、錳、鋁、鉻、鉛、鎳及放射性元素等,氣相部分有氧化錳、氟化氫、氮氧化物等氣體 。
